It's always good to have as clear a view as possible on things you want to find out more about. Of course, this is all the more true when you want to discover something new. We therefore spoke to Rob Watkinson from Resolve Optics about the requirements that customers from the world of science place on the lenses they need for their projects. You can find the interview on page 8.
The article on “Intelligent Automation” on page 10 also deals with the optical detection of objects. It describes how several laser triangulation sensors can be networked for the best measurement results easyly and efficiently.
The special starting on page 22 offers a special collection of examples that show how current technologies are already contributing to the transformation to an energy-efficient and regenerative industry and what steps still need to be taken to make individual companies and entire industrial sectors fit for the future of sustainable production in an economy with supply chains that is as circular and closed as possible.
I wish you an interesting read and look forward to your feedback.
KayPetermann
Editor IEN Europe
Exclusive Interview: Designing Optimized Optics for Scientific Applications
An IEN Europe Interview with Rob Watkinson, Sales Manager at Resolve Optics, about the details that should be considered for the choice of lenses used for scientific applications.
INTELLIGENT AUTOMATION
Laser Sensor Networking Made Easy
Adaptable and Functional with IO-Link. Detecting objects with ultrasonic sensors.
Manufacturing Management System for the Digital Factory
Motor Performance Through Innovative
Even in the Age of ‘Smart’ Bearings, Bearing Failure
TTI Announces Global Distribution Partnership with Samtec
TTI IP&E – Europe, speciality distributor of electronic components, announced the company is now an authorised distributor of Samtec, Inc. products. With this new partnership, TTI will provide a global channel for Samtec’s cables and connectors used in electronic applications. “We are very pleased to add Samtec to our supplier line card,” said Lew LaFornara, Senior Vice President, Product and Supplier Marketing.
“We look forward to bringing Samtec’s industry-leading connector, cable and fibre optic products to our global customers, many of whom look to TTI and our custom supply chain management programs to minimize supply chain risk, reduce their inventories, and streamline their purchasing processes.” Rick Skees, Vice President of Distribution, Samtec, shared that “TTI is known throughout the industry as a leader in customer support with a commitment to quality and inventory management. We are very pleased that they will be representing Samtec products in the global distribution channel.” The introduction of Samtec products to TTI’s portfolio means TTI will provide Samtec PCB interconnects to electronics manufacturers worldwide, simplifying customers’ BOM purchases.
Increasing Process Plant Efficiency
"Photonics4Future" Webinar Series Continues
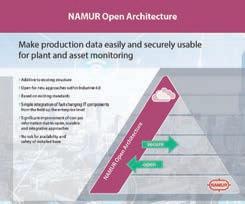
In June last year, the cooperation between NAMUR, ZVEI and PI (PROFIBUS & PROFINET International) was officially sealed. The goal is to prepare and deliver NOA (Namur Open Architecture), an open standard for efficient and secure vertical communication at process automation production plants. The task here is to define NOA as a standardized channel for the feedback-free transmission of required digital data to a parallel second channel from the field for the purposes of monitoring, process optimization and predictive maintenance. Utilizing previously developed use cases as a basis, and with the support of available test plants for determining the degree of interoperability of NOA implementations in different applications, valuable experience revealing achievable potential savings—which in turn can point out the possibility of cost reductions—is being gained. This is all taking place with the aim of achieving a long-lasting interoperable standard. To this end, the cooperating partners have already started agreements within the framework of the established NOA Steering Committee. At a joint workshop the members of the Steering Committee have evaluated the use cases described in the NAMUR recommendations for relevance and urgency.
The "Photonics4Future" webinar series offers exclusive insights into research at the Fraunhofer Institute for Applied Optics and Precision Engineering IOF. Once a month, researchers present their latest technology highlights in a livestream. New dates have been set for 2025. They take place every second Thursday of the month, from 2:00 – 2:45 p.m. Interested parties can join online via Microsoft TEAMS without registering in advance. Participation is free of charge. On May 08 the topic will be "Design and manufacturing of deformable mirrors", held by Dr. Matthias Goy (Group leader "Active and Adaptive Optics", Department Laser and Fiber Technology). Another presentation will be on July 10, "Additive manufacturing for metal optical components" by Dr. Nils Heidler (Group leader "Metal Optics", Department Precision Optical Components and Systems). Further information on the individual presentation is available online at: https://s.fhg.de/P4F-2025-en. The event language is English. Fraunhofer IOF launched its "Photonics4Future" webinar series in September 2024 to give decision-makers from the optics and photonics industry exclusive insights into the institute's current research and its practical applications. Past "Photonics4Future" lectures are available to view online.
Packaging Competence Center for Future-Proof Packaging Solutions
The Packaging Competence Centre (PCC) is a joint venture between packaging machinery manufacturer Gerhard Schubert GmbH and Berlin-based packaging consultancy Berndt+Partner Group. The PCC is dedicated to helping manufacturers develop and implement sustainable packaging. The EU Packaging and Packaging Waste Regulation (PPWR) aims to make the packaging industry more sustainable and to reduce the negative impact of packaging waste on the environment. However, it is posing significant challenges for manufacturers due to the extremely tight deadlines, the varying implementation schedules and the lack of detailed regulations at the moment. Companies need to assess as quickly as possible how they will respond to the often complex requirements. Marcel Kiessling, Managing Director of Gerhard Schubert GmbH, points out: “As a leading machine manufacturing company, we are proud to be working with Berndt+Partner, an equally leading-edge consulting group for packaging issues in Europe. The Packaging Competence Center is a collaborative partnership that provides technical consulting services for packaging processes and technologies – all targeted towards making our customers’ production processes more efficient and sustainable.
Designing Optimized Optics for Scientific Applications
In this IEN Europe interview with Rob Watkinson, Sales Manager at Resolve Optics, we discuss the advantages of bespoke lenses for scientific applications and the company's experience and expertise in this area.
IEN Europe: Can you please give us a an introduction to Resolve Optics and what you do?
Rob Watkinson: For over 20 years we have specialized in the design and manufacture of small to medium sized batches of custom optics for camera, sensor and instrumentation companies. Customers will approach us for a number of reasons; this could be to replace an obsolete lens or it could be that they are faced with an application requiring something a little more demanding. This could be an optical requirement such as high performance, bandwidth or a non-standard image format or it could be a mechanical requirement such as ruggedization. We pride ourselves on being able to take the customer specifications and provide them with rough order of magnitude costs in typically just 1-2 weeks. All component manufacture is then subcontract manufactured to our drawings before being brought back in-house to be fully assembled and tested.
IEN Europe: Your customers come from a broad range of sectors including the scientific community. Can you give us some examples of scientific sector challenges you have helped solve, as this is a very broad field?
Rob Watkinson: Most of the projects that we work on are covered by a non-disclosure agreement as many of the lenses we design provide our customers with a competitive edge. In the scientific sector we have worked on supplying key optics for high-speed imaging, forensic, healthcare and space applications. An example I can share with you comes from the healthcare field. As increasing numbers of people require radiotherapy as a key part of their cancer treatment, there is a need for treatment delivery systems that can deliver precise and accurate care quickly. A leading radiotherapy equipment supplier sought a high-resolution lens able to withstand, and precisely focus, the high levels of radiation produced by their synchrotron device onto tumors. Using cerium-doped glasses, we designed and produced a compact f/2.8, 24mm fixed focus lens able to maintain performance up to an accumulative dose of up to 100 million rad. This new lens is enabling the supplier to improve the precision radiotherapy treatment of tumors that its equipment provides.
IEN Europe: In what way are the challenges in the scientific field different from the challenges faced by your industrial customers?
Rob Watkinson: In terms of optical design the scientific field does not necessarily present any different challenges to applications in any other sector. The challenges of designing an optimized lens tend to be the same no matter its target application unless the requirement is for something particularly new or challenging. Because of their decades of experience our team of optical designers are able to quickly gain an understanding of the basic physics of the technology associated with each
Rob Watkinson, Sales Manager at Resolve Optics.
Bespoke scientific lens
(courtesy: Resolve Optics Ltd)
customer’s target application enabling us to propose novel optimized solutions. Regular communication is maintained with customers at all points of development to ensure complete satisfaction with the final lens or optical system.
IEN Europe: On the face of it, bespoke sounds expensive compared to off-the-shelf lenses. What facts and considerations can be used in reassuring budget holders?
Rob Watkinson: A bespoke (custom designed) lens is going to be more expensive than an off-the-shelf solution though is often not as pricey as people might initially expect. As part of our initial review of a new customer enquiry we will check if there is an existing suitable lens available off-the-shelf. If there is, we will always direct the customer towards that option. Where Resolve Optics can add real value, is when there is no off-the-shelf solution available, or you need something a little different from your lens. This could be an optical requirement such as operation at a particular bandwidth, matching an unusual sensor format or a mechanical requirement such as ruggedization. In such cases the additional cost of a bespoke lens design is typically far outweighed by getting the exact lens you need for your product or to get the results you seek from a challenging application.
IEN Europe: What are the typical steps from an enquiry to delivering the final customised lens? How long does the whole process normally take and how much of the work is done in-house at Resolve Optics?
Rob Watkinson: When we receive a new enquiry our design team will look it over to determine feasibility and gauge exactly what would be involved. Once this is completed, we are able to supply the customer with estimate costing. Our aim is to get to this stage within 1-2 weeks though it is dependent on the complexity of the requirement. At this point we write up a final optomechanical design specification for both the customer and ourselves to agree and sign off on. It is very important to ensure this specification is correct and that it covers everything the customer needs as the lenses we supply will be guaranteed to meet
what is detailed in this document.
Following the signed off specification, and the placing of an order by the customer, we finalize the design, create all the drawings, and then order the components. Once the components are delivered the lenses are assembled and then tested to ensure they meet the required specifications. Total lead time to delivery depends on the complexity of the lens, but for a simple fixed focus bespoke lens, you would be looking at around 5 months from order to delivery of the first batch.
IEN Europe: Coming back to scientific applications specifically: If somebody asked you about the coolest and the most useful or important applications your products are used for, what would you answer?
Rob Watkinson: As I mentioned previously, it is often not possible for us to talk about specific applications due to non-disclosure agreements with our customers. However, designing high performance optical systems for scientifically groundbreaking space projects is something ‘cool’ that we have been involved in for many years. Our lenses that are used in space applications have to meet certain basic requirements to survive the harsh environment of space. These lenses must be constructed of specific materials that will not outgas when exposed to the vacuum of space. All significant air spaces should be vented to avoid pressure on the elements and distortion of the lens. All materials right down to glues and greases must be approved and tested for outgassing. The orbit that our optical systems will be operating in determines how much radiation they have to withstand. All optical elements within our radiation tolerant lens designs are made using cerium oxide doped glass or synthetic silica enabling them to withstand radiation doses of up to 100,000,000 rad and temperatures up to 55°C whilst maintaining good performance. This is particularly important as swapping out a spaceborne lens would be an extremely large additional cost!
IEN Europe: Thank you for sharing these insights with us!
64629 at www.ien.eu
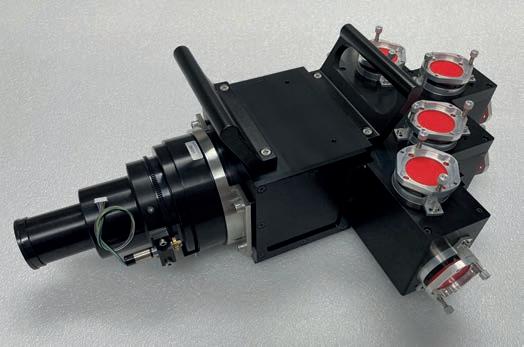
Custom optical module developed for an ultra-high-speed imaging system (Courtesy: Resolve Optics Ltd).
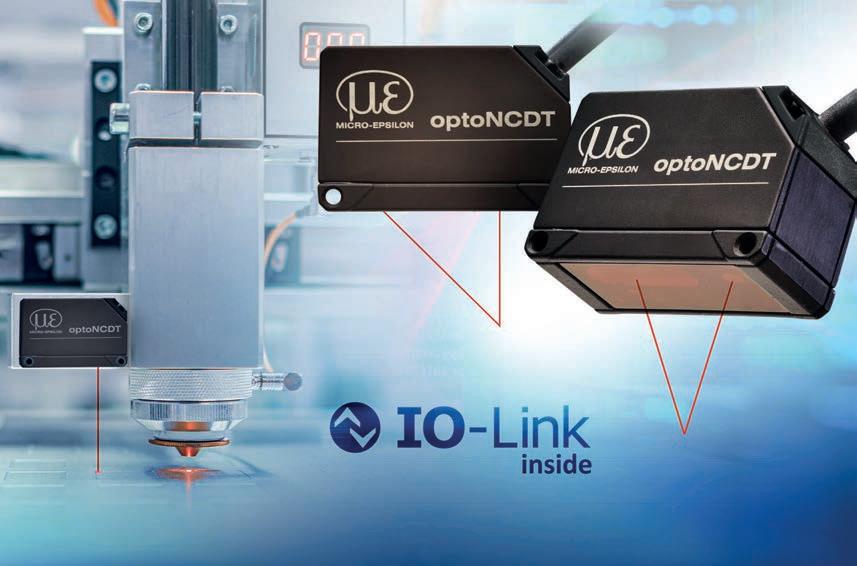
Laser triangulation sensors measure variables such as displacement, distance and position on a non-contact, wear-free basis. The most important sensor features are high performance, a compact design and the ability to stabilize the signal with changing surfaces. Micro-Epsilon has now equipped its sensors with the advanced IO-Link interface to network multiple sensors in the factory.
Micro-Epsilon offers a wide portfolio of laser triangulation sensors and sets standards in accuracy and precision. Sensors from Micro-Epsilon combine a compact design with an integrated controller and operation via a web interface. High-precision measurement is achieved by means of the smallest light spot on the measuring object. Therefore, the sensors open up numerous fields of application in factory automation, electronics production, robotics and vehicle construction.
Designed for high accuracy
Laser triangulation sensors - usually referred to as laser sensors for short - are preferred for measuring with high accuracy and resolution. The measuring principle of laser triangulation
is based on a simple geometric relationship. A laser diode emits a laser beam, which is aimed at the target. An optical system on a receiving element picks up the reflected radiation. The distance from the measuring object can therefore be determined via the triangular relationship between the laser diode, the measurement point on the object and the image on the receiving element. Depending on the object surface, the reflected radiation is more or less intensive. Depending on the design, the optical principle supports measuring distances between a few millimeters to over one meter. Laser optical displacement sensors measure from a relatively large distance from the object and with a very small light spot, which allows measurements of extremely small parts. The distance from the
measuring object also allows measurements against critical surfaces, for example very hot surfaces.
Sensors with IO-Link interface
optoNCDT sensors are equipped with various interfaces, including RS422 as well as EtherCAT, Profinet and EthernetIP via an external interface module. The optoNCDT 1220 series now has an advanced IO-Link interface. optoNCDT 1220 sensors offer an excellent price-performance ratio combined with high measurement accuracy. These laser sensors are particularly suitable for displacement, distance and position measurements in OEM and series applications in automation technology. They deliver precise measurement results with a measuring rate of up to 2 kHz. The Active Surface Compensation (ASC) feature enables reliable control of the distance signal regardless of target color or brightness. The IO-Link communication standard simplifies data communication while reducing the commissioning time of the sensor.
IO-Link is a fieldbus-independent interface and enables manufacturer-independent, digital and bidirectional point-to-point communication. IO-Link devices can be connected to the IO-Link master via 3-wire plug-in cables and integrated into all common fieldbus and automation systems. To make data from the IO-Link level usable in higher-level systems or cloud-based services, IO-Link masters are used, which perform a protocol conversion according to predefined rules. Users benefit from low costs due to simple installation, low programming effort thanks to predefined function blocks and fast commissioning. In addition, troubleshooting can be simplified
The compact design in combination with the I/O-Link interface predestines the optoNCDT 1220 sensors for measurement tasks in vehicle assembly.
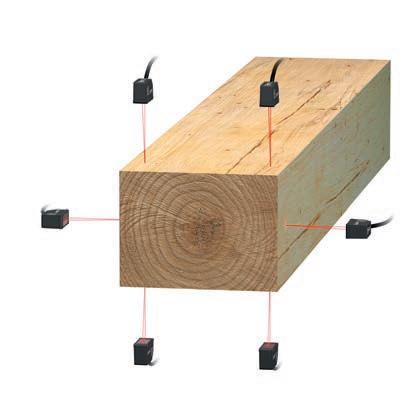
If several optoNCDT 1220 laser sensors are used, the complete geometry of beams can be determined.
with consistent diagnostic information right down to sensor level.
IO-Link devices can provide information about the device status at any time. An error message indicates the cause of the error. This allows users to narrow down the fault in the system more quickly or optimize the sensor setting for the measuring object in question.
Measuring the profile of boards with maximum precision
One application example of Micro-Epsilon sensors with fast and maximum precision in the smallest of spaces is in the measurement of board contours. In a saw mill, the tree trunk is stripped of its bark and then separated into planks using a gate saw, circular saw or band saw. These boards still have a so-called forest edge on the narrow sides - the original surface of the round tree trunk. The wanes should be removed in the following side trimming system. Depending on the position of the plank in the original tree trunk, the wane can be flatter or steeper and the plank is broader or narrower. If you want to achieve the greatest possible yield when trimming, the width of the wane edge must be determined so that it can be sawn off at the appropriate width. If you saw off too much, valuable material is wasted; if, on the other hand, the cut is too small, there will still be remnants of the forest edge on the finished board.
To solve this task, sawmill operators use the
Example of a system architecture with IO-Link and Micro-Epsilon sensors.
optoNCDT 1220 laser sensors with IO-Link from Micro-Epsilon. Particularly when the wood is wet, it shines. This is where conventional optical sensors run into difficulties. The planks arrive horizontally in the side trimming system and are measured. An optoNCDT 1220 sensor with a measuring range of 200 mm is mounted every 30 to 50 cm to measure the profile of the board as it passes across. As standard, the measurement is made from above. The side trimming system can also be fitted with optical sensors on the top and underside if required. The side trimming system can also be fitted with optical sensors on the top and underside if required. Due to the advanced IOLink interface, sawmill operators can also network several sensors with each other and thus carry out preventive maintenance.
Targeted adjustment of surface reflections
In specific applications, Active Surface Compensation ensures that different reflections are quickly compensated for and allows a smooth progression of the distance signal. The saw cut and the so-called wane create permanently changing surfaces, from glossy to matt to partially reflective, from light to dark. The ASC ensures that the exposure time adapts to these conditions.
To determine the measured values, the laser sensor forms a red laser dot with a wavelength of 670 nm on the target. The laser light is reflected back at a specific angle and imaged
on a CMOS line in the sensor via an optical system. When changing quickly from a bright to a dark object, too little light would initially reach the receiving matrix without the ASC. In contrast, the intensity would be too high when quickly changing from dark surfaces to shiny objects. In both cases, the result would be inaccurate or even useless. For this reason, the Micro-Epsilon sensor uses the ASC to regulate the exposure time and therefore the intensity of the transmitted light during the measurement task so that the reflection on the CMOS line is in the ideal range. The sensor then calculates the distance values down to the micrometer. The values determined can be fed into the system and machine control as analog or digital output signals.
Easy integration into machines and systems
The use of modern sensors - such as the laser triangulation sensors from Micro-Epsilon - increases quality and reduces waste, saving companies production costs. Its small design and the integrated controller enable easy integration into machines and systems even when installation space is limited. Added to this is the advanced IO-Link interface, which allows the sensors to be easily integrated into the field level. The combination of these features that the optoNCDT family brings together is unique, as is the compact design.
65651 at www.ien.eu
IO - LIN KDevices
Sensors
Actuators
IO-Link Master PLC
Fieldbus
intelligent automation
Adaptable and Functional with IO-Link
Detecting objects or measuring fill levels while maintaining full communication: Due to these capabilities, the rugged UB*-F42 ultrasonic sensor from Pepperl+Fuchs is suitable for use in a wide range of applications, including vehicle detection, consumption measurement for rolls of material, and stock level monitoring in dusty gravel silos. The devices transmit differentiated process and status data via an IOLink interface to ensure optimized control and targeted predictive maintenance.
In comparison to other physical measurement concepts, ultrasound has a number of principle advantages. The core of an ultrasonic sensor is the ultrasonic transducer, which generates short acoustic pulses and detects the echo of these signals using piezoceramics and a membrane. The integrated electronics calculate a distance value using the time difference between the transmission pulse and the echo. The material, color, and surface structure of the target object have practically no influence on this process.
This is also the case for vapor, precipitation, dust, and deposits. The sensor is insensitive to nearly all forms of contamination. The sound waves emitted by the sensor spread out in a cone shape; they therefore hit the sensing range over a wide area rather than at specific points. This means the target can be detected even in the case of uneven surfaces, recesses, and broken contours. The device measures without contact and does not cause wear, and detects nearly any object or mass with a high level of reliability.
Proven Technology Elevated to a New Level
The UB*-F42 ultrasonic sensor from Pepperl+Fuchs combines reliable signals and a rugged device design. Its technical foundation
has been proven repeatedly over many years in its predecessor of the same name and the conceptually identical K0 series. However, the new edition features significant improvements. While the old devices have plastic plugs, the new model has metal ones for improved mechanical stability. The design also goes a step further in terms of the degree of protection: With its IP67 rating, the housing is exceptionally tight against dust and humidity. The
dimensions and installation devices remain identical to those of its predecessor; adapter plates are available for use in replacing K0 devices. In addition, users can choose from a wide range of different output versions. The most significant innovation relates to communication capability: The integrated IOLink interface of the new device not only simplifies commissioning and parameterization, but also grants access to all sensor param-
Various versions of the UB*-F42 series ultrasonic sensors. Picture: Pepperl+Fuchs
Vehicle detection in the car wash. Picture: Pepperl+Fuchs
eters, as well as comprehensive diagnostics data and process data. Alongside measured values, the device also makes various other parameters available via IO-Link, including operating hours, temperature, and device status. The differentiated data logging and communication creates the basis for integrating the device into the Industrial Internet of Things (IIoT) and Industry 4.0 environments.
Simple Commissioning, Flexible Installation
For the new version of the device, users no longer have to manually use push buttons for the teach-in process—this now happens directly on the device via a teach-in input. This allows the sensor to be parameterized and operated without using IO-Link. In comparison to similar devices on the market, the UB*F42 series also offers the IO-Link interface in combination with two push-pull outputs. This means the values for two switching outputs are available to the control system; for example, if the device is used for fill level applications, these would be "empty" and "full." One single sensor can therefore complete two tasks, which reduces the cabling and integration work required.
The UB*-F42 series includes devices with various measuring ranges: 500 mm, 2000 mm, 4000 mm, and 6000 mm. The 500 mm and 2000 mm versions are also available in "sidelooker" versions. In the sidelooker version, the converter is rotated 90 ° in the housing so that the acoustic membrane is located in the narrow side, making the device easier to mount in very confined spaces. All of the devices in the series are also distinguished by their very short dead band compared to competitor products. This minimizes the space requirements for measuring applications.
The shape of the sonic lobe, i.e., the breadth of the surface included in the sensing range, can be infinitely adjusted to suit the application. A sonic lobe with a large diameter ensures that large surfaces can be scanned and that objects can be detected reliably when they pass through the area at different points. Using a narrow sonic lobe can prevent inter-
Measurement of material consumption in a sheet metal cutting system.
Picture: Pepperl+Fuchs
ference from echo effects; for example, when used in a small, enclosed space like a silo. When using several sensors in close proximity to each other, automatic synchronization ensures that there is no signal interference once the synchronization inputs are connected. Up to 10 devices can be operated in close proximity in this way.
Typical applications for the robust sensors can be found in a wide variety of areas, as the following examples show.
Fill Levels in Tanks, Silos, and Construction Material Storage
Ultrasonic detection is as effective for solid material as it is for liquids. Rising vapors have no influence on the measurement—the liquid level is always reliably detected within the sensing range. This also applies for bulk material that may may naturally settle into a cone shape within a container. The signal from the surface sensing range can be used to form a valid average. When used in open storage areas, continuous and reliable function is ensured due to the high degree of protection of the housing even under especially harsh conditions and the fact that the measuring principle is insensitive to weather conditions.
The signaling is impervious to even thick dust buildup, which often forms in construction material silos.
Entry and Exit Monitoring
When mounted at a gate, a UB*-F42 sensor can detect the presence of vehicles. The device can be used as a reliable gate monitoring system when parameterized accordingly. Neither the contours of the vehicle, nor its color or surface sheen can impact the detection process; harsh ambient conditions are tolerated with no issue.
Intralogistics, Production, Material Handling
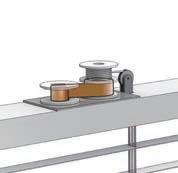
The ultrasonic sensor measures the distance to a roll of material (e.g., paper, foil, sheet metal) that is used to feed said material into a production process. Consumption is calculated based on the reducing diameter of the roll. UB*-F42 series devices can also take over other control and measuring tasks. Since these ultrasonic sensors can be used flexibly, a wide range of different tasks can be undertaken using just one type of device, significantly streamlining storage solutions.
65689 at www.ien.eu
intelligent automation
Manufacturing Management System for the Digital Factory
Modular structure and user-friendly interface for a efficient and flexible production
SmartFactory is an innovative Manufacturing Execution System (MES) software developed by Smartes to digitise production processes and increase the efficiency of companies. With an infrastructure based on Industry 4.0 and IIoT technologies, it covers all equipment, from CNC and PLC-controlled machines to industrial robots, and enables the collection, monitoring and reporting of digital data. The software offers user-friendly, integrated and scalable solutions in many sectors, especially in the machining sector.
Full control and flexibility with a modular structure
Today, as traditional production methods evolve with digital transformation, the solutions offered by SmartFactory are a great advantage for companies. SmartFactory's Smart Factory solutions collect and analyse all production data in a single centre, minimising error rates and reducing labour costs with its paperless factory concept. With each digitised piece of data, users can regularly monitor their production lines, detect faults immediately and improve their operations.
The system instantly monitors the performance, status and utilisation of each machine on the production line and presents the data in easy-to-understand graphs. This allows companies to identify which processes need improvement and optimise their operations by making real-time decisions.
SmartFactory's powerful modular structure gives companies full control and flexibility over their production processes. With the Operator Interface Module, operators have easy access to work orders and can enter downtime reasons into the system. This speeds up work order management and digitises quality control and maintenance processes. The Mobile Traceability Module provides instant, hardware-independent remote access to all data when you are away from your premises. The Work Order Integration Module enables companies without ERP systems to digitise work orders; technical drawings and operational details are transmitted to operators in a digital environment. The ERP Integration Module works in harmony with your existing ERP system and transfers work orders to operator screens. Finally, the Production Planning Module facilitates daily, weekly and monthly planning and optimises your processes by eliminating delays. SmartFactory's modules give you a flexible, integrated and fully controlled structure for digital transformation.
User-friendly interface and mobile access
SmartFactory is easy to use for all types of users thanks to its userfriendly and intuitive interface. This system, which provides access at all levels from operator screens to managers, can be accessed at any time via computer or mobile devices. Its mobile-compatible structure allows the factory to be controlled from anywhere in the world, reports to be viewed instantly and decision-making processes to be accelerated.
Increase competitiveness
SmartFactory adds value to companies on their digital transformation journey. It enables you to manage production processes with real-time data, improve traceability and achieve operational excellence. Advanced reporting and analytics enable you to drive change at every stage of your business, maximising quality while reducing production costs.
SmartFactory is an agile infrastructure for the introduction of Industry 4.0 technology into companies. The software is plug and play, so it is up and running quickly without the need for additional hardware.
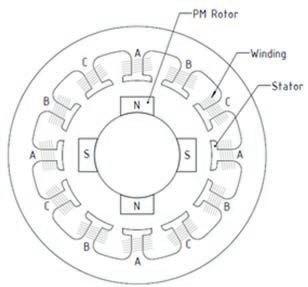
Enhancing Motor Performance Through Innovative Rotor Designs
Brushless direct current (BLDC) motors are widely used across medical, aerospace and industrial automation applications. Their specific design plays a significant role in the motor’s performance, with optimizing the motor’s design for specific applications ensuring that OEMs achieve optimum performance and reliability. Research and development efforts also play a vital role in refining these design options.
Authors: Chetan Kale and Smitesh Vangalwar, Portescap R&D engineers
BLDC motors are often specified to maximise efficiency and torque density, and open rotor designs can further extend these capabilities. Heat build-up can limit performance, but specific designs can be achieved to aid heat dissipation. Not every OEM project requires this level of analysis, but developments achieved by Portescap’s R&D team help to drive forward new technol ogy across all miniature motor applications.
Boosting performance advantages
technol-
Compared to their brushed design counterparts, brushless motors can achieve higher efficiency, as well as greater torque and power density, and this is particularly true of outer rotor BLDC motor designs. In this configuration, the rotor and magnet assembly spins around the outside of the stator and its windings, which form the centre of the motor.
In contrast to the traditional motor design, which places the spinning rotor at the centre of the motor, the outer rotor setup can achieve higher torque, resulting from the larger rotor diameter. Importantly, an outer rotor motor can also optimize efficiency. This is largely thanks to the increased rotor surface area, combined with its external position, which enable it to dissipate heat more easily.
While energy losses through factors such as vibration should also be considered in BLDC design and specification, heat losses are the most common, and usually the most significant, challenge. Not only do heat losses decrease efficiency, but they are also a major contributor to premature motor failure
Heat build-up
Portescap’s Brushless direct current (BLDC) motors are often specified to maximise efficiency and torque density, and open rotor designs can further extend these capabilities.
Mechanical losses, including bearing friction, as well as aerodynamic drag resulting from the outer rotor, are among contributors to heat accumulation. However, the most significant factor is copper losses, resulting from the resistance of the stator’s copper windings. The other major contributor to heat comes from the motor’s iron core losses, caused by harmonic flux or alternating magnetic fields, including hysteresis and eddy current losses.
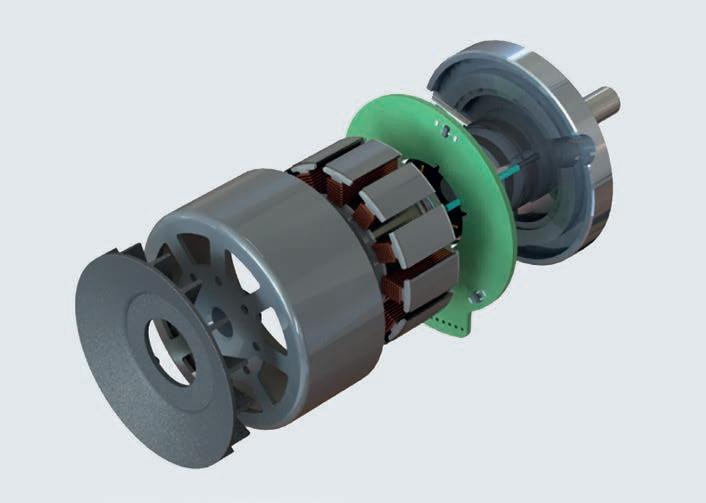
To combat the effects of heat build-up, external rotor design techniques that increase heat dissipation can be considered. In fact, this was a project the Portescap R&D team worked on and was typical of the development of new motor designs, as well as answering specific customer challenges.
To test and identify the optimum approach,
the team compared a traditional, closed addition
fan combined with an open slot rotor, which could potentially improve ventilation further still.
the team compared a traditional, closed external rotor design, alongside an open slot rotor that would introduce additional air ventilation. A third design was also considered and included an integrated fan combined with an open slot rotor, which could potentially improve ventilation further still.
Testing rotor designs
While the stator’s copper losses are the main contributor to motor heat, all other types of losses contribute to the thermal resistance of the motor. This is mathematically determined by motor construction and speed variables. If speed is constant and the load increases, the iron and mechanical losses will tend to be constant with the temperature rise, primarily due to copper losses only. With equivalent thermal resistance, the maximum torque can be calculated at any speed based on data at a specific load point. After recording the temperature and equivalent resistance at various data points, an accurate power graph, including speed compared to torque, could be created.
To compare the performance characteristics of the closed rotor, open slot rotor, and integrated fan open rotor designs, the research
team applied torque to the motor with a dynamometer. The temperature rise of the coil was monitored until each motor reached its steady state, thermally stable temperature.
Torque increase
Tests of the three motor designs were carried out at speeds ranging from 0 to 8.000 RPM,
at increments of 2.000 RPM. Power loss and thermal resistance of each motor at the set speeds were then calculated based on the measured resistance, current and stable coil temperature.
The study showed that the thermal resistance of both the open slot rotor and the integrated fan rotor decreased rapidly with
an increase in speed. Instead, while the thermal resistance of the closed rotor decreased slightly at first, at speeds up to 3.000 RPM, thermal resistance then increased drastically from 5.000 RPM onwards.
The result this thermal resistance impact had on torque generation was significant. Replacing the closed rotor with the open slot design increased the maximum torque from 54 mNm to 80.5 mNm at 8.000 RPM, which represented a 47% increase in torque capacity. The test showed that the integrated fan rotor design pushed the maximum torque capacity further still, achieving 113 mNm at 8.000 RPM, a further 40% increase compared to the open rotor alone.
Looking at power, plotting the maximum torque versus speed also showed that the open rotor design could increase total power, while the integrated fan design significantly extended the total generation of watts.
R&D achieves optimum design
Frequently, OEMs require customised motion solutions to optimise the performance of their specific application. Yet even in these cases, special test projects, such as the analysis of thermal resistance and heat dissipation, may not always be required. Often, the accumulation of years of R&D already confirms the ideal motor and motion solution design for the given conditions. However, test situations like this show that specific designs can be analysed in bespoke projects, delivering the optimum outcome for the given conditions and work points. Moreover, the findings from these kinds of projects permeate across all motor technology development at Portescap, to the benefit of all customers. This is the advantage of working with a trusted miniature motion expert with decades of experience in customized motion control solutions.
65654 at www.ien.eu
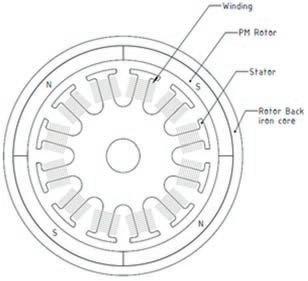
Comparison motor, inner and outer rotor design.
3D Exploded model of an integrated fan type rotor motor.
motion & drives
Goodbye PTFE: Sliding Smoothly Into the Future of Technical Plastics
Polytetrafluoroethylene (PTFE) has been the hero in the fight against friction and wear for years. However, there is also the other side of the coin: as a persistent material, PTFE is currently the focus of the discussion about a possible PFAS ban by the ECHA.
Even if there is no ban, the motion plastics pioneer igus has good reasons to look for alternatives. With new formulations, extensive tests and adapted production processes, igus already offers its customers a wide range of PTFE-free products.
Author: Dr-Ing. Magnus Orth is Head of Material Development and the Technical Centre at igus.
The Cologne-based company igus manufactures industrial components made of highperformance plastic, ranging from small plain bearings and gears to linear guides and energy chains weighing several hundred kilogrammes. Perfluorinated and polyfluorinated alkyl substances (PFAS), among other things, make some of these plastics exceptionally robust and resistant to wear, weather, chemicals and extreme temperatures. The fluoropolymer PTFE, which is part of the PFAS group, also ensures low-friction dry operation, making the use of lubricants superfluous.
Early decision by the management
The outstanding specifications of these compounds also cause problems: their high chemical stability means that PFAS substances accumulate in living organisms and ecosystems as they only decompose very slowly. The European Chemicals Agency (ECHA) is therefore considering a possible ban on these substances. Until the political committees make a decision, it remains unclear which substances could be prohibited. Irrespective of the political decisions, there are good reasons from a sustainability perspective to start working on alternatives now. For companies such as igus, which have previously relied on PTFE in their materials, there are not only challenges but also economic opportunities. This motivated the management of igus to offer PFAS- and PTFE-free product alternatives to the proven igus plastics and invest further in product development. The response from igus customers has been great: many companies decided at
an early stage not to wait for a possible ban, but to opt for PFAS-free materials when developing new products.
Laboratory compounding and test specimen production igus has a very high vertical range of manufacture and its own development department for materials. What's more, there is an in-house compounding facility, a technical centre for procedural tests and test specimen production as well as extensive test laboratories for materials and products. Thanks to close collaboration with a wide network of raw-material suppliers, distributors, additive specialists and compounders, material de-
velopers at igus can obtain a comprehensive overview of the market situation.
The first step in material development is to examine possible alternatives to PTFE that are no more expensive and do not contain any problematic ingredients that could be affected by a ban in the future. igus carries out tests with various base polymers and promising additives. The ability to test new ideas immediately on a laboratory compounder is particularly helpful for material development.
It allows for the realisation of innovative market-driven technical solutions while using resources as sparingly as possible. With the help of twin-screw extruders and
Plastics expert Lena Arnold develops and tests new formulation versions on the extruder
customisable screw configurations, sample quantities can be produced in a short time. Fibres, granulates and powdered additives can be processed into compounds in different proportions.
igus sets great store by offering its customers comprehensive advice and the right products. The company therefore carries out numerous tests on real products. Permissible surface pressures, thermal specifications, areas of application and ambient conditions are tested and defined. For internal toolmaking, igus determines data on material shrinkage so as to manufacture customised products. This is particularly important when switching to PTFE-free materials. Modifying the material composition can also change the processing characteristics and the tendency to shrink and warp. igus ensures that the new materials can be processed in the existing tools so that customers do not have to buy new tools. With this careful approach, igus customers always receive the best and most innovative solutions.
After compounding the developed formulations, the materials are processed into test specimens via injection moulding. A large number of test specimens are used. For tribology and wear tests, igus produces test specimens consisting of pin and disc that are tested on tribometers. As igus products are mainly used for lubrication-free bearings and the low-wear movement of machine elements, the primary focus of the test is on the specimens' wear and friction behaviour. In these tests, the test specimens are brought into moving contact with counterparts that are important for mechanical and plant engineering under various conditions. These can be shafts made of hard-anodised aluminium, 304 SS stainless steel or Cf53 precision shaft steel, for example. However, customised
tests with other materials are also possible. The contact pressure and relative speed are varied according to previously defined conditions. In addition, igus tests various types of movement. These can be, for example, the rotation (a) shown in Picture 3, (online: www. ien.eu/bingo/65727), oscillating swivelling (b) or linear movement patterns (c).
Customer orientation makes you inventive - and successful igus has based its development of new PTFEfree materials on customer requirements. The materials iglidur J and iglidur W300 can be found in thousands of applications worldwide, so that PTFE-free variants were requested at an early stage. Many customers were uneasy due to the possible ban on PTFE and no longer wanted to use materials containing PTFE in their new product developments.
The EU's substance ban initiative and the endeavour to be a pioneer in the industry and drive forward customer requirements for rapid material customisation have quickly shown that it is worth accepting upheavals
and challenges and daring to make changes to tried and tested products. The tests on friction and wear behaviour show a significantly better performance of the materials with substituted PTFE compared to the reference that contains PTFE.
In Picture 4, (online: www.ien.eu/bingo/65727), this can be seen very clearly in the coefficient of friction in the rotating movement of plain bearing bushings under a load of 1MPa. The coefficient of friction is a measure of the frictional force without dimensions in relation to the contact pressure between two bodies. In this case between the iglidur plain bearing and the metal shaft. The bar chart clearly illustrates the improved coefficient of friction of the newly developed iglidur J PF product version compared to the proven iglidur J variant containing PTFE. Research into alternatives has provided significant added value here. A similar pattern can be seen in the wear of the plain bearing bushings. Continue reading online: www.ien.eu/bingo/65727/
65727 at www.ien.eu
motion & drives
Even in the Age of ‘Smart’ Bearings, Bearing Failure Analysis Is Critical
The transition to 'smarter' technologies is gathering pace in all sectors of industry, and wherever motion control applications require smooth and efficient movement, 'smart' bearings have emerged as a revolutionary innovation. So what are smart bearings?
Thanks to embedded sensors, these bearings allow critical parameters such as temperature, vibration and load to be monitored in real time, providing an unprecedented level of insight into operational performance. However, as advanced and beneficial as smart bearings are, they are not immune to challenges. This makes bearing failure analysis more important than ever.
Bearing failure, whether traditional or smart, can be the cause of costly downtime, equipment damage, safety hazards and, in extreme cases, catastrophic system failure. To prevent recurrence and optimise system reliability, it is essential to identify the root causes of these failures. Poor mounting, improper lubrication, contamination, misalignment or overload are responsible for around 70% of all bearing failures. These problems may seem simple to solve. However, without expert analysis, they often go undiagnosed (or ignored) until it's too late.
From data to action
While smart bearings provide invaluable additional data, they require a human touch to turn insight into action and help fully exploit
their benefits. This is where precision bearing and tooling specialists CARTER MANUFACTURING make a big difference, offering a meticulous approach to uncovering the exact reasons behind bearing problems. Using state-of-the-art diagnostic tools combined with decades of experience, the Carter team provides comprehensive reports and actionable recommendations to extend bearing life. Moreover, bearing failure analysis plays a complementary role to smart technologies. The data generated by smart bearings, such as irregular vibration patterns or thermal anomalies, can be indicative of potential failures, but the diagnosis of these indicators requires specialist knowledge. This is where Carter's expertise bridges the gap, ensuring that data is not only collected, but understood and acted upon.
The importance of timely and accurate assessment of bearing failure is critical in industries such as aerospace, energy and manufacturing, where bearing reliability underpins system safety. With Carter's support, companies can confidently address operational challenges, optimise maintenance schedules and protect their investments, even in the age of smart technology.
It is inevitable that the growth of smart bearing technology will continue, with recent market research suggesting that the global smart bearing market will be worth $8 billion by 2026. This means that the demand for proven and robust failure analysis will only increase. Carter Manufacturing remains at the forefront of this critical field, providing customers with the tools, insight and expertise they need to succeed in today's technologydriven, cost-effective landscape.
On the Way to the Sustainable Metal Recycling Plant
The supply of a 3,000 hp frequency inverter for large shredder plant at S. Norton Group in Manchester helps with significant reduction in energy consumption
The S. Norton Group has invested £20 million in a brand-new metal shredding facility in Manchester, UK. The Company group collects, processes and exports 1,5 million tons per year. In Manchester the ZZ Power Zerdirator is the world´s first shredder equipped with a state-of-the-art drive solution. It achieves an annual throughput of 130 tph.
The recycling business is highly energy intensive. Shredders, conveyor belts and exhaust air treatment are massive consumers of electricity. With the ZZ Power Zerdirator, LINDEMANN
Metal Recycling Solutions and Mitsubishi Electric have developed a system for the S. Norton Group that will provide significant reductions in energy consumption. The frequency inverters from Mitsubishi Electric are key to what makes this energy-saving and highly efficient operation possible!
"This installation is the best in its class for shredders worldwide," said Nikolas Sachinopoulos, General Manager of LINDEMANN in the UK. "It is a great example of the significant benefits offered by the motor load monitoring and speed control systems of the frequency inverter."
3,000 hp for high-quality recycling
The centerpiece of the new metals processing line at S. Norton is the 3,000 hp Lindemann ZZ Power shredder. It is one of the largest and most powerful shredder in the LINDEMANN range, but also one of the most efficient in the world. ZZ series shredders are known for their high throughput capacity with low specific energy requirements. S. Norton´s installation is equipped with a three-phase asynchronous motor, which is driven via the energy-efficient TMDrive medium-voltage inverters, powered
by Mitsubishi Electric. These inverters enable reliable and precise control of the shredder's main motor to enable the material quality and desired plant throughput. An incredible 130 tons of recycled metal can be processed per hour by the plant.
Intelligent load management
Thanks to load management, the modern medium and low-voltage frequency inverters from Mitsubishi Electric are able to reduce load peaks, lower energy consumption and at the same time ensure the grid stability of the energy supplier. The flexible control provided by the TMdrive or the FR-A800/FR-F800 series enables higher motor utilization in the system areas without overload, and operation of the system in the optimum range. This increases the service life of the system components.
With the help of modern drive technology from Mitsubishi Electric, an impressive return on investment (ROI) can be achieved through cost savings and increased productivity. (Source: Mitsubishi Electric Europe B.V.)
With 3,000 hp, the LINDEMANN ZZ Power shredder is one of the most powerful shredders in the world (Source: Mitsubishi Electric Europe B.V.)
Optimized feed
The system also includes a EtaRip Pre-shredder, which further increases the capacity and efficiency of the shredder line. As a modern drive solution, the ZZ Power Zerdirator enables a high level of consistency in the shredder drive and optimizes the feeding process and utilization of the shredder capacity thanks to the Shredder Drive Assistant (SDA). Due to the constantly changing composition of the material fed into the machine, the rotor of a shredder must fulfil constantly changing performance requirements. When the shredder rotor is loaded with scrap metal to be processed, it slows down briefly. To compensate for this and bring the motor back up to speed, it draws as much power as possible from the grid, which leads to peak loads, grid asymmetries and high energy costs. When a frequency inverter is used however, the amount of electricity drawn from the grid at the same time is controlled, and the rotor speed is reduced, without noticeable loss during operation.
Recycling without borders
This shredder knows almost no limits, it recycles everything - from individual pieces of scrap metal to complete end-of-life vehicles, as well as waste electrical and electronic equipment (WEEE), producing higher quality ferrous and non-ferrous metal grades.
Sustainability and efficiency
Mitsubishi Electric makes a positive contribution to the sustainability of the plant by providing energy-efficient drive solutions.
The performance spectrum of Mitsubishi Electric drive and automation solutions ranges up to outputs of 7,350 kVA. They are characterized by ease of operation, quality through high vertical integration and high reliability. Software solutions such as the Recycling Asset Portal offer options for optimizing the systems. For example, the Asset Portal can be used to visualize, analyze and optimize operating data. This increases the availability of the system through predictive maintenance functions.
The RD55 data logger enables simple connection to existing systems in order to record current energy consumption and derive energy efficiency measures. "In this way, Mitsubishi Electric is also supporting its customers with digitalization," explains T. Droth, Business Development at Mitsubishi Electric Germany.
This approach creates a strong link between the company's 2050 sustainability goals and the energy-intensive recycling market. Rising energy prices are not only a burden on companies, but also a challenge for the profitability of the sector. With intelligent products and solutions for saving energy and costs, Mitsubishi Electric is contributing to the future viability of metal recycling, which in turn is a cornerstone of the sustainable circular economy. The global recycled metals market is enormous, 45.8% of the almost 37 million tons of crude steel produced in Germany in 2022 was made from recycled steel.
65688 at www.ien.eu
The drive units form the centerpiece and the power section of the inverter. If necessary, they can be pulled out in a modular fashion and serviced. (Source: Mitsubishi Electric Europe B.V.)
The MELSEC I-QR series controller provides the operating data for the Asset Portal via the RD55 data logger. (Source: Mitsubishi Electric Europe B.V.)
Closing the Loop in Electrical Manufacturing
Since life began some 1 billion years ago, an intricate web of cycles and relationships has developed. Sunlight is the only input, and nothing is wasted.
For the electrical industry, adopting a more circular approach to manufacturing can advance sustainability and offer unique economic opportunities, say Fernando Nuño and Bruno De Wachter, members of the advisory board for electrical manufacturing trade show, CWIEME Berlin.
Global economic development and population growth and have created a critical need to adopt a more sustainable and ‘natural’ approach to consumption. Creating a circular economy offers a solution by minimising waste and maximising resource value throughout product lifecycles.
Defining circularity
Standards for the circular economy in energyrelated products were produced by the European Committee for Standardisation and European Committee for Electrotechnical Standardisation (CEN-CENELEC). The series EN 4555X encompasses durability, the ability to remanufacture, repair and reuse components or the entire product, and upgrade. It also considers recyclability, recoverability, the use of recycled materials and only deploying critical raw materials where they are really needed. The standards revolve around three top level European Commission aims: extending product lifetime; the ability to re-use components or recycle materials from products at end-oflife; and the use of re-used components and/or recycled materials in products.
What goes around
The primary benefits of implementing circularity in the electric manufacturing sector are largely environmental. Circularity helps combat resource depletion by reducing the reliance on extracting finite materials. Additionally, manufacturing secondary materials typically has a significantly lower environmental impact compared to producing materials from virgin resources, contributing to a more sustainable and efficient production process.
According to Draghi and von der Leyen, imple-
menting a circular economy at a local level generates jobs through repair, reuse, and recycling services, thereby contributing to a country's economic growth (Report: THE FUTURE OF EUROPEAN COMPETITIVENESS).
For instance, in the UK, between 2014 and 2019, nearly 90,000 new jobs were created in the circular economy sector, bringing total employment in this area to over half a million. Furthermore, projections suggest that with ambitious policies focussed on reuse, repair and remanufacturing, over 450,000 additional jobs could be created across the UK by 2035.
A circular economy can also be seen as a geopolitical tool. Metals are traded commodities, so relying on imports comes with its own risks.
Reducing this reliance fosters regional or national material sovereignty.
Certain metals, such as steel, copper and aluminium, are crucial to regulatory ambitions like the green energy transition. Focussing on circularity can improve accessibility to them on a regional or continental level, offering the option to trade with other regions in times of surplus.
The objective to close the loop at national and regional levels also nurtures technological innovation focussed on material recovery at end-of-life.
Should we reduce product lifespan? In theory, a circular economy mindset would
Each phase of a product's life must be taken into account for the best results in industrial transformation processes, from product design to end-of-life.
favour making product lifespan as long as possible. However, in domains where technology is progressing and improving the products’ energy efficiency and recyclability of the materials used in manufacturing is high, a long lifespan hampers the uptake of this new technology. In some cases, such as for motors and transformers, it might be more efficient to recall products before end of life and replace them with more efficient units. Because the materials used are highly recyclable, it’s better to re-use them in new products that are more energy efficient.
Many companies are already embracing recycling and circular practices. For example, a partnership between ABB and Stena Recycling is ensuring that end-of-life machines are efficiently recycled, with metals reused in new European products. ABB claims its large motors and generators are 98 per cent recyclable, with the remaining two per cent of materials suitable for incineration with heat recovery. By focussing on the end-of-life management
of these machines, companies can reduce environmental impact and ensure equipment is regularly upgraded. ABB also works with Stena Recycling on its transformers, and says it plans to have over 80 per cent of all its products and solutions based on a circular approach by 2030.
Recycling
Multiple recycling sites and secondary smelters exist in Europe and around the world. For instance, Germany features specialised recycling centres like Elektro-Recycling Nord in Hamburg for appliances and electronic waste, and Cablo in Berlin and the Ruhr area, which focusses on separating metal and plastic, especially from cables.
However, recycling end-of-life products can be challenging due to collection issues, complex material separation, and fragmented global recycling streams. For example, motors often face varying practices: large and medium motors are recycled for copper, small motors are
often exported, and very small motors in appliances frequently end up in landfills. Material separation complicates recycling, such when handling composites like the cast resin in dry transformers. Global markets and inconsistent EU e-waste classifications further hinder effective regulation.
To combat this, collection could be optimised through Producer Responsibility Organisations (PROs). These are entities established by manufacturers to fulfil the collection, recycling and waste disposal of their products. This can increase material recovery rates and shift the environmental and financial burden of waste management away from governments and consumers.
Closing the loop
Producers and manufacturers could develop further guidance on how to dispose and dismantle their products. In addition to PROs, manufacturers can develop business models to recover the end-of-life products of their customers and properly recycle them, which creates value-retention opportunities.
At the same time, design engineers can collaborate with recycling companies to develop designs that facilitate dismantling and separation at end-of-life. Design engineers can also collaborate with the metals industry to deepen their knowledge of the metallurgical properties of commonly used materials like copper. This would help in developing designs in which metals are combined with materials that are easy to separate in the smelting and refining process. In nature, each organism occupies an individual niche. It borrows materials from its environment and returns them at the end of its life. The same can be true for electrical manufacturing, and trade shows such as CWIEME Berlin help by enabling constructive discussions between all players of the value chain — both upstream and downstream of manufacturers — creating a more sustainable, circular economy.
65687 at www.ien.eu
Circularity helps combat resource depletion by reducing the reliance on extracting finite materials.
The Generative Economy: Imagine Circular Value Chains
What is the generative economy? And how do supply chain virtual twins play a role in this generative economy? Carlijn Goedhart, Sustainability Lead at DELMIA explores these questions in greater detail.
The generative economy is all about the circular economy
According to Ellen MacArthur Foundation, a non-profit organisation committed to creating a circular economy, the three principles of a circular economy are the following:
1. Eliminate waste and pollution
2. Circulate products and materials (at their highest value)
3. Regenerate nature
More and more companies pretend to support a circular economy by only focusing on the first and second principle. Although there is arguably a third principle that cannot be left out. In order to emphasize this principle on top of the other two principles of the circular economy, Dassault Systèmes uses the term “(re)generative economy” as part of its mission and We believe that this will be a solution to (over)consumption.
The importance of a circular economy
In our current system, we take materials from the Earth, make products from them, use these products for a while, and throw them away as waste. A take-make-use-waste model focused on consumption is not sustainable because it takes much more from the planet and society than it gives back: it leaves a negative eco-bill. As we continue like this, supplies of materials are running low, waste mountains are growing bigger and bigger, and nature suffers. All of this will affect humanity. Therefore, we have to transform from a linear system to a system that continuously reuses materials: a circular economy.
The main idea of a circular economy is reducing the consumption of natural resources, avoiding materials that become waste and therefore
keep products and materials in circulation. It is the successor to the famous “3R waste hierarchy” that everyone knows: reduce, reuse, recycle. In the meantime, this list has evolved into many more Rs. In general, the main goal of the circular economy (and the R-strategies) is to retain the value of materials and products as much as possible.
There are plenty of great examples of this working in practice, for example, one of Dassault Systèmes customers’ in the automotive space made better use of scrapyard materials. They changed their internal processes to use a product for its original purpose. Instead of recycling bumpers from the scrapyard into other, lower-quality plastic parts, the bumpers are now reused. This avoids the energy required to separate, wash, shred, melt and remold plastics for recycling. In addition, there is no longer a need to buy new bumpers made from virgin materials. Furthermore, the value of the bumper material remains much higher than that of the original scrap.
Key opportunities in the circular economy transition
Ellen MacArthur Foundation highlighted a couple of key opportunities in the transition to the circular economy:
1. Improving the design of products and their corresponding production processes, so that products last longer. Elements are easily repaired and reused by designing products and their manufacturing lines for product disassembly,
2. Ensuring the reverse network is in place, including logistic flows of reverse products, to save products from landfills and return them to the manufacturer after use.
3. Creating new value chains and optimizing material flows, so that we maximize the usage of materials by keeping them in the loop.
Virtual twin solutions are key for businesses to imagine, create and deliver circular manufacturing processes. These solutions are able to tackle all of the key opportunities to support a circular economy. The power of combining the virtual twins of the product, manufacturing and supply chain is extremely powerful, but the scope of this blog focuses in on the opportunity with the supply chain, and how the supply chain virtual twin can enable the creation of new value chains, and the optimization of material flows.
Optimizing material flows within supply chains
An example: sustainable sourcing optimization
DELMIA Quintiq Optimized Planning enables companies to set up a virtual twin of their supply chain. A concrete example is the optimization of a sourcing plan. It helps users answer the question: “how much of which product to buy from which supplier in which week?” while taking into account constraints, costs, carbon emissions and supplier ratings. Supplier ratings are non-quantifiable factors, for example supplier compliance with standards and certifications. The choice of KPIs, including circularity metrics, and how much weight these are given, depend on the settings and can be different for each company or situation. It allows a manufacturer to make trade-offs between multiple different scenarios, such as:
1. Cost vs. Sustainability with a focus on Cost: This plan minimizes costs, but sources mate-
rials from suppliers that are geographically located far from manufacturing locations, which introduces longer distribution routes.
2. Cost vs. Sustainability with a focus on Sustainability: This plan sources material from local suppliers, close to manufacturing, who offer recycled materials, have sustainable business practices and use EV or rail networks for distribution. The plan involves higher costs and a lower margin than the first scenario, but generates much less indirect scope 3 emissions and ensures a more responsible value chain.
3. Balanced: This plan optimizes against both costs and carbon emissions. It results in a balanced supply plan that involves a higher margin than the second scenario, but generates much less indirect scope 3 emissions than the first scenario.
Consequently, by rapidly and precisely evaluating potential scenarios in the virtual world, the supply plan design is ready to be applied
in the real world and lays a foundation for the overall value chain.
Creating new value chains within and between companies
In a circular economy, waste is the new raw material. Instead of being discarded, the output of one process step becomes the input of another. Therefore, to keep products and materials circulating, circular processes have to be set up.
For example, a Dassault Systèmes customer in the aluminum industry increased the use of scrap aluminum and reduced the use of virgin materials, by changing their internal processes. The quality of the aluminum product depends on its ingredients; the quality of the scrap. Therefore, now the scrap is first carefully sorted into low/high quality “scrap buckets”. The next step is the planning of the aluminum batches, which is very complex because hundreds of properties have to be tak-
en into account (such as quality or strength). Thanks to DELMIA Quintiq, optimal batches are composed with the available supply of scrap material, while respecting their customer’s requirements and delivery dates.
The example above illustrates an improvement of process innovation within the organization. However, circular processes go beyond a single company: complete new circular value chains should be built between different companies. Companies have an unique opportunity to join a large network of different companies in order to keep products and materials in the loop. We see initiatives already emerging within sectors where raw materials are becoming scarce, such as steel and aluminum. Key stakeholders, from metal producers to waste management companies, are exploring how materials can be kept in the cycle for longer.
65457 at www.ien.eu
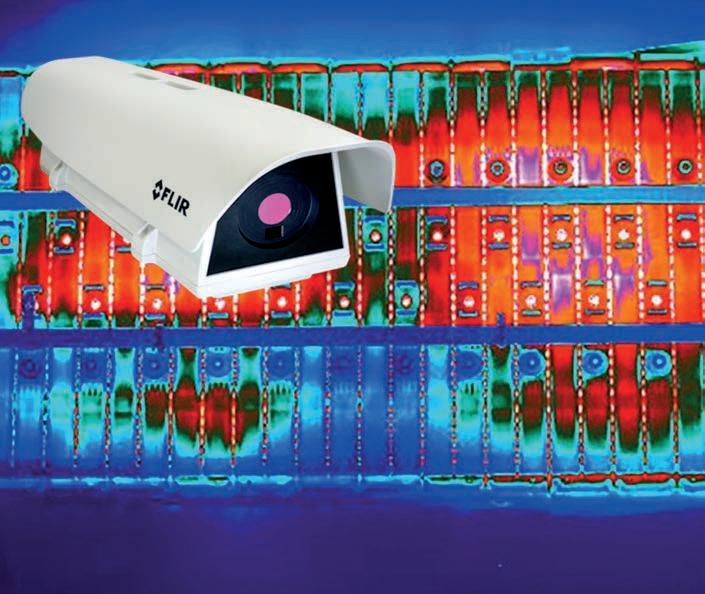
Ensuring Safety and Efficiency for Battery Energy Storage Systems with Thermal Monitoring
Battery Energy Storage Systems (BESS) are essential for storing renewable energy and ensuring grid stability. However, their implementation comes with inherent risks, particularly related to lithium-ion battery fires.
BESS fires can start from thermal runaway, where one cell failure can trigger a cascade of overheating, leading to fires that are difficult to extinguish and can last for hours or even days. Should a fire breakout, hazardous gases would release from the batteries, posing health risks to nearby communities and causing environmental damage through soil and water contamination. In severe cases, BESS fires have the potential for huge disruptions to locals through property damage and even evacuations. Traditional detection methods such as flame detectors often fail in the early stages of
a BESS fire due to their reliance on visible flames or smoke, which might not be immediately present. Where flame detectors fall short, thermal imaging cameras can significantly improve protection and prevent fires before they ever reach combustion.
Advantages of Thermal Cameras for BESS Thermal cameras detect the heat signature from the onset of thermal runaway long before visible flames or smoke appear, allowing for preemptive action to mitigate risks. While flame detectors react to events that have already happened, a fixed thermal
camera such as the FLIR A700F Advance Smart Sensor provides 24/7 surveillance by continuously monitoring for temperature anomalies that could indicate an impending fire, thus enabling early intervention. FLIR cameras are designed for easy integration into broader safety and control systems, allowing for automated responses such as activating suppression systems that enhance response times and efficiency.
Comparison with Other Detection Methods
While flame detectors are designed to detect visible fire, they may miss smoldering or hidden fires - meaning an alert may not be tripped until the fire has escalated to a dangerous level. FLIR thermal imaging cameras can detect heat in low light and see the beginnings of embers as they heat up surrounding materials, even when there's no visible sign of fire. This early detection can prevent escalation or at least minimize damage by providing critical time for action before fires get out of control. Another advantage of thermal cameras is their ability to monitor large areas or multiple battery racks simultaneously, providing comprehensive coverage which is often challenging for point-specific flame detectors. Incorporating FLIR thermal monitoring into BESS installations not only addresses the critical safety concerns associated with battery fires but also offers a proactive, reliable, and technologically advanced solution to protect energy storage systems from the devastating effects of BESS fires.