IEN Europe Jan/FebIssue #63 - 29/01/2021
Read IEN Europe Jan/Feb Webmag
Quick access
News: Interact Analysis & Kawasaki Robotics2 News: Titan and Rohde & Schwarz3 News: Eckelmann FCS & Peli Products4 News: Würth & Hi-line Industries5 News: Schurter & Altair6 News: PTC7 Robotics Special: Mitsubishi Electric8 Robotics Special: Artiminds Robotics9 Robotics Special: Creaform10 Robotics Special: Omron11 High-precision Linkages12 COVID-19 Special: Novotek13 COVID-19 Special: PCE Instruments14 COVID-19 Special: Inspekto15 Exclusive Interview: ELGi16 Predictive Maintenance Special: Analog Devices17 Predictive Maintenance Special: Futurism Technologies18 Predictive Maintenance Special: Shiratech19 Event: The China International Import Expo20 Anglissimo Right-angle Plugs21 Exclusive Interview: Titan Enterprises22 The Factory of the Future: 5 Trends for Industry 4.023 Product Focus: Ceilometer for Cloud Measurement24 Product Focus: Ultrasonic Sensors with IO-Link Interface25 Optical Kit Encoder & Oil-free Screw Air Compressor26 Pneumatic Clamps & PEEK Plastics27 Image Processing Software & Modular Embedded System28 Edge System Solution & 5G Router29 Focus: Double Syringe Pump30 Visualization Hardware & Position Sensors31 Online Shop & Couplings32 New ABS Composites and Switching Sensor33 Optical Multigas Instrument, XL Scanner, Digital Flow Rate & Total Display Indicator34Companies in this issue
ELESA SPA27 Lemo S.A.21 Lika Electronic Srl26 mbo Osswald GmbH & Co KG12 Olympus Europa SE & CO.KG34 SCHURTER AG67 17 32 33 ADVANTECH Europe BV29 Altair Engineering GmbH6 AMETEK GMBH - DIVISION CREAFORM DEUTSCHLAND10 ArtiMinds Robotics GmbH9 Bülte Plastiques France27 Eckelmann AG4 ELESA SPA27 ELGi Compressors26 Futurism Technologies18 Hi-Line Industries Ltd5



















China and the US Set to Drive Post-COVID Surge in Collaborative Robot Sales
After an arid 2020, when cobot revenues saw negative growth for the first time, growth is predicted to be of the order of 15-20% year on year up to 2028
Automation, Covid-19, Electronics & Electricity

Interact Analysis has released a new report on the collaborative robot market. The report reviews what turned out to be a difficult 2019 and a tumultuous 2020 but gives reason for optimism for the sector from now up to 2028, with significant growth predicted.
As is the case with many industries, Covid-19 has severely affected the short and medium-term outlook for the collaborative robot sector. In 2020 the market saw negative growth for the first time -11.3% in revenue terms, and -5.7% in shipment terms. Factory and warehouse closures slowed down demand; and customers became more cautious about investment, leading to delays or even cancellations of orders. But Interact Analysis’s research indicates that there will be a V-shaped rebound for the industry which will result in growth of nearly 20% in 2021, surpassing 2019 market size.
Over half of collaborative robots were shipped to Asia in 2020
Thereafter up to 2028 there will be an annual growth rate of the order of 15-20%. The forecast has been lowered considerably compared to the equivalent 2019 report, the main reasons being, besides the Covid effect, competition from small articulated and SCARA robots in industrial settings, and the slower than expected increase in cobot installations in non-industrial applications but, in these turbulent times, the outlook looks good for the sector.
The impact of Covid-19 on the cobot market varies from region to region. The virus started in the Asian regions and then moved to Europe and North America. As a result, normal business operations and commissioning of automation projects in the Asia-Pacific region will resume earlier than in other regions. This is important for the cobot market, as over 50% of cobots were shipped to Asian countries in 2020. However, only the Chinese and, interestingly, the North American markets are forecast to surpass the size of 2019, mainly due to large domestic demand. China has seen high take-up of cobots because the country, as the world’s largest manufacturing base, is suffering from a labour shortage and is in strong need of higher levels of automation to improve production efficiency. By 2022 all regions are predicted to have exceeded the 2019 market-size, with Western Europe, along with China and North America seeing the fastest growth rates.
Electronics manufacturing is the largest consumer of cobots, but other sectors are recognising their potential
Jan Zhang, senior director at Interact Analysis tells us: “Collaborative robots are still the new kid on the block. Their application potential hasn’t been fully exploited yet, by any means. At present, electronics is by far the biggest end-industry employing cobots, but their potential is now being recognised across a range of sectors. Their flexibility and ease of use makes them strong candidates for logistics, services and even education applications. Our research tells us that those non-manufacturing areas will account for 21.3% of collaborative robot revenues by 2024. Our little Cobot friends are certainly set to enjoy significant growth compared to other robot types!”
Multi-million Cycle Robot Replaced After Almost 20 Years
A new Kawasaki robot has just been installed to replace an older version which completed an estimated 2 million fault-free lifting cycles for one of Ireland’s leading producers of pallets.
Automation

Mid Cork Pallets & Packaging has two sites, one in Clondrohid to the West of Cork and the other in Dunboyne near Dublin. Almost two decades ago a new Kawasaki robot was installed at the Cork production line, where it has performed perfectly without requiring anything more than routine maintenance. In mid-2020, mindful of its age, Mid Cork Pallets took the decision to replace the unit with a new robot rather than refurbish the old one. Having benefited from 20 years of exemplary service from the older Kawasaki robot, the business was keen to replace it with the latest version from the same manufacturer and in September of 2020 a brand-new Kawasaki ZX165U robot was commissioned at the plant.
Mid Cork Pallets & Packaging enjoys a hard-won reputation as a producer of premium quality pallets. Production rates are high with around 5,400 standard Euro-pallets manufactured each day. The company’s new Kawasaki ZX165U robot is tasked with moving compressed and moulded ‘air blocks’ which are used in the manufacture of these (and other) pallet products. Gripping trays of up to 96 blocks at a time, the robot uses side clamps to take them from a conveyor and then rotates them through more than 180° to deposit the trays direct onto a pallet assembly machine.
As with most factories, Mid Cork Pallets & Packaging can ill-afford unscheduled downtime, and this was identified as a critical element when discussing the replacement robot with Kawasaki Robotics and its approved Integrator on the project, KTM Systems. Peter Mason, Managing Director of KTM Systems recalls “From the outset it was declared vital that the 72-hour installation and commissioning window provided by the customer was adhered to without fail. The time allocated covered the removal of the old Kawasaki Z-Series robot, installing the new Kawasaki ZX165U that replaced it, and line training for Mid Cork Pallets staff so that they could become operational immediately”.
All new Kawasaki robots are now available on flexible leasing terms, allowing SME’s to protect their cash reserves whilst benefiting from the advantages of the most modern robot technology and capability
Mid Cork’s Martin O’Mahony observes “Our choice of robot was a simple one really, given the excellent service record of the existing Kawasaki robot that had been with us for almost 20 years. We needed a replacement that offered even greater speed, and which also had the capacity to grow with our business given that output is forecast to continue increasing significantly”. Another consideration which both Kawasaki Robotics and KTM Systems were made aware of early in the discussions was ‘ease of use’ by Mid Cork Pallets production staff. They were well attuned to a certain way of operating the previous robot and were keen to keep the transition as simple and straightforward as possible. “To this end, we used a bespoke, proprietary controller from Kawasaki Robotics, complete with its own standard software” says Peter Mason.
The robot and controller package were installed and commissioned well inside the agreed timescale and became operational on 30th September 2020 at the Clondrohid site. “Although we used the latest generation of controller hardware and software from Kawasaki Robotics, the in-house training provided by the installation team focused mainly on the differences between the old and the new. As a result, our key line staff found the transition seamless and quickly understood how to programme the new robot and get the best from it. We’re extremely pleased with our new Kawasaki robot and are expecting at least another 20 years of sterling service from this one too” concludes Martin O’Mahony.
Commenting on another successful installation for one of its most valued customers, Kawasaki Robotics Sales Manager Ian Hensman observes “It is surprising how many of our older robots are still providing sound and fault-free service after decades of hard use. In this case our customer chose to replace and upgrade rather than refurbish. The latter would have been cost efficient, but the older robot may not have provided Mid Cork Pallets with the expansion capacity that their future growth clearly calls for. We can always trust KTM Systems to complete an installation on time, and in this case, we worked together with them to deliver a fully operational replacement robot well within the agreed timescale. It allowed Mid Cork Pallets to continue fulfilling its delivery promises to customers even when having the new robot installed”.
Titan Enterprises Set Up Post Brexit Support Package for EU Customers
This package of measures aims to ensure price stability, competitive delivery times and provision of supporting paperwork to ensure trouble-free supply of its flow meter and flow measurement systems to European Union (EU) customers
Test & Measurement

As a quick reminder, following the UK vote to leave the European Union in 2016, on 24 December 2020 the negotiators from the EU and the UK reached an agreement on a new trading partnership. As of 1 January 2021, customs formalities - like those applied on the movement of goods between the EU and any other third country - will apply to all goods being imported by an EU Member State from the UK. Titan Enterprises is bringing an answer to this challenge by implementing a package of measures to ensure price stability, competitive delivery times and trouble-free supply of its flow meter and flow measurement systems to European Union (EU) customers.
Kate Thomas, Office Manager for Titan Enterprises commented "As European sales represent an important market to us, we have been preparing for some time to ensure our EU customers can continue to order and receive products from our extensive flow meter range as easily as before BREXIT.”
Towards a smoother transition
Titan will do all the required paperwork, including Customs Invoices that include proof of origin and Titan’s EORI number for shipping to EU, which is already logged with couriers and noted on all invoices.
Kate Thomas confirmed “Beneficially our flow meters are not categorised as controlled goods and tariff charges are not changing. If a certificate of conformity is required, we can supply this on request too. All couriers we use have preferred border service which limits any delays at borders. We will work closely with our customers to resolve any issues that come to light and ensure a robust and straightforward distribution system is maintained. In addition, we are guaranteeing that our prices are fixed until at least April 2021".
Collaboration in Testing Automated Driving
ohde & Schwarz and AVL have intensified their collaboration with the integration of a Rohde & Schwarz radar test system into the AVL DRIVINGCUBE™ toolchain.Conducting validation test on roads on complex advanced driver
Automation, Motors & Drives, Sensor Technology, Test & Measurement

Rohde & Schwarz and AVL have intensified their collaboration with the integration of a Rohde & Schwarz radar test system into the AVL DRIVINGCUBE™ toolchain.
The AVL DRIVINGCUBE
Conducting validation test on roads on complex advanced driver assistance systems (ADAS) and automated driving (AD) functions such as emergency braking, adaptive cruise control and highway chauffeur in all possible conditions requires huge amounts of functional and non-functional validation is at best very risky, at worse simply not feasible.
The AVL DRIVINGCUBE™ is an example of virtualised test method that uses an X-in-the-loop (XIL) approach. It combines both simulation and real vehicles on a chassis dynamometer and powertrain testbed. The key concept of this solution is operating the real vehicle in a virtual environment, rendering the "sense, plan, act" chain with built-in sensors which requires cutting-edge simulation technology.
Re-collaborating
After a prior collaboration on GNSS Smulation, AVL and Rohde & Schwarz are now collaborating to integrate the radar target simulation into the AVL DRIVINGCUBE™. This opens up new possibilities in ADAS and AD testing.
Innovative antenna array technology allows complex artificial objects to be generated for the radar sensors at variable distances and with variable radial velocity, size and azimuth – without physically moving antennas or devices. A responsive real-time interface and seamless integration into AVL's virtual testing toolchain allow even challenging, complex and risky driving scenarios to be generated and tested.
The system is fully future-proof thanks to a modular and scalable concept. This means that the same test bed can be used for tests of all types of vehicles with a different number of radar sensors and various sensor variants. The solution is used for the validation and application of adaptive cruise control (ACC), lane keeping assist (LKA) and other ADAS or AD functions. Furthermore, Euro NCAP scenarios can be validated in a reproducible and safe environment.
Name Revamp to Reflect Ongoing Structural Change
Announced in Herford / Wiesbaden, on January 11th, 2021 and to be effective from December 28, 2020, Ferrocontrol Steuerungssysteme GmbH & Co. KG has been renamed Eckelmann FCS GmbH.
Industrial Equipment & Supplies

Announced in Herford / Wiesbaden, on January 11th, 2021 and to be effective from December 28, 2020, Ferrocontrol Steuerungssysteme GmbH & Co. KG has been renamed Eckelmann FCS GmbH. This comes along a simplification of the legal form from GmbH & Co. KG to GmbH.
Completing the ongoing integration
Ferrocontrol had been a subsidiary of Eckelmann AG since 2006. With the change of name, the company is now taking the last logical step of integration into the Eckelmann Group and making visible in the market what has grown together very successfully within almost 14 years.
As a unit, the two companies offer a complete portfolio of products and solutions for the automation and drive technology of machines and the smart factory.
Continuation with more efficiency
“With this step we are expanding one of our proven strengths. Our customers have always valued our comprehensive, complete solutions from a single source. For customers and partners, we can now present our very broad competencies and technologies more clearly and effectively," explains Managing Director Frank van Beek, “ With the Eckelmann umbrella brand, we are committed to our common skills and resources, which make us a highly innovative and efficient partner for international mechanical engineering."
The change of name will not result in any changes for employees, customers and suppliers. The unitary system will remain unchanged. All rights and obligations of the previous FerrocontrolSteuerungssysteme GmbH & Co. KG are transferred to Eckelmann FCS GmbH.
Adapted Packaging for the Safe Delivery of COVID-19 Vaccines
Peli Products, is a global player in the design and manufacture of high-performance protective cases and advanced lighting solutions. COVID-19 vaccines and therapies are rapidly becoming available but require a safely distribution within a certain
Covid-19

Peli™ Products, is a global player in the design and manufacture of high-performance protective cases and advanced lighting solutions. COVID-19 vaccines and therapies are rapidly becoming available but require a safely distribution within a certain temperature range, a problem that Peli’s BioThermal™ division is helping solve with its temperature-controlled packaging.
Swift adaptation in face of the crisis
To ensure the cold chain is maintained throughout the vaccine or therapy’s journey, Peli has adapted their existing products to provide deep frozen temperatures when required for the newly developed life sciences materials.
“We know that pharmaceutical companies are in all phases of the development process for vaccines and therapeutics and working tirelessly to bring safe and effective drug products to market quickly,” said Greg Wheatley, Vice President of Worldwide New Product Development and Engineering at Peli BioThermal. “Our engineering team matched this urgency to ensure they have the correct temperature-controlled packaging to meet them where they’re at in drug development for the pandemic recovery, from discovery to distribution.”
Key characteristics of Peli Bio Thermal
Peli BioThermal’s deep frozen products use phase change material (PCM) and dry ice systems to provide frozen payload protection with durations from 72 hours to 144+ hours. Payload capacities range from 1 to 96 litres for parcel shippers and 140 to 1,686 litres for pallet shippers.
New deep-frozen solutions are ideal for short-term vaccine storage, redirect courier transport of vaccines from freezer farm hubs to immunisation locations and daily vaccine replenishment to remote and rural areas.
Peli BioThermal temperature-controlled packaging is currently being used to distribute COVID-19 vaccines and therapeutics, either directly or through global transportation providers, in Denmark, France, Italy, Germany, Spain, Sweden, and the UK as well as in Kuwait and Saudi Arabia in the Middle East, with more countries set to join the list as the pandemic recovery process rolls out.
“Know-How Transfer” Made Digital? – A Success Story
The hosts shared insights into current challenges and trends in electronics design as well as information on new solutions and components. Over 2,300 participants from almost all regions of the world including customers, interested parties and developers
Electronics & Electricity

Würth Elektronik organized the "WE meet @ digital days 2020" from December 1st to 3rd. A total of 30 digital live presentations took place, hosted by Würth Elektronik experts for electronic & electromechanical components.
The hosts shared insights into current challenges and trends in electronics design as well as information on new solutions and components. Over 2,300 participants from almost all regions of the world including customers, interested parties and developers from a wide range of industries attended the virtual conference.
Highlights
Special attention from participants fell on the presentation from the following divisions: Passive & Electromechanical Components, Power Modules & Optoelectronics, Automotive, Frequency Products as well as Wireless Connectivity & Sensors. Amongst the top favourite topics were the presentations on "How cable and PCB ferrites can help to avoid EMC problems", "EMC filters - from component to design" and "Board level shielding and the treatment of common mode interference in new high frequency technologies".
The event made successful use of digital communication tools: presentations were supplemented with a live chat function and e-mail to receive and answer specific questions. The overall organisation and enthusiasm with which speakers spoke about their respective fields was particularly praised.
Impressions and reach
Thomas Schrott, CEO of the Würth Elektronik eiSos Group, is impressed by the event: "These times bring many challenges - the loss of personal contacts at trade fairs is one of them. The virtual conference is a way to communicate innovations and thus open up new design possibilities for developers".
"Consulting and design-in support are part of our service. The technical presentations showed how great the interest is in the electronics market", says Alexander Gerfer, CTO at the Würth Elektronik eiSos Group.
Keep Workplaces COVID-free with Surface Sanitiser
Workplaces are known breeding ground for viruses and bacteria, Hi-Line helps commercial premises follow the UK government guidance with its effective surface sanitiser.
Covid-19, Industrial Equipment & Supplies

With businesses having to ensure virus-free workplaces across the UK as the country continues grappling with COVID-19, the HI-KLEEN surface sanitiser from Hi-line Industries gained undisputable popularity since last summer. In spite of the ongoing vaccination campaign, the Government recommends using the same health and safety precautions as set out in the guidance at the beginning of the pandemic.
Quick and easy to use
A single, quick application of HI-KLEEN ensures full sanitisation of all contact surfaces, providing at least five hours of protection from further contamination once applied. The product is completely safe for any member of staff to apply without need for PPE.
Hi-KLEEN’s special formulation ensures it kills and inhibits both bacteria and viruses (including enveloped viruses such as COVID-19) on hard or soft surfaces. The product is odour-free, clear and easy to use on a wide range of facilities, including factories, food plants, warehouses, offices, showrooms, sports clubs, conference centres, hospitals, health centres, care homes, educational buildings, theatres, cinemas, restaurants, pubs, and even vehicles.
Risk-free and Stainless
HI-KLEEN does not stain, is non-corrosive and will leave a streak and smear-free finish to most polished surfaces, including glass and stainless steel. The product contains no alcohol, avoiding any potential for dry or irritable skin.
Composed of organic, non-chlorinated solvents, HI-KLEEN comes in both 500ml aerosols and disposable 17kg canisters (with spray gun). The latter is ideal for those looking to sanitise entire rooms, providing typical coverage of 750 square metres.
Hi-line is offering a free, no-obligation demonstration of HI-KLEEN at the premises of interested parties. Also a free HI-KLEEN aerosol spray comes with each purchase of Hi-line’s compressed air equipment during 2021. Throughout the criris, the company has been extremely busy and provided essential help to the NHS by supplying medical gas dryers for hospitals, including the new NHS Nightingale facilities.
Schurter Group Appointed New Managing Directors in 3 Group Companies
With the beginning of 2021, the company operated changes in key positions in Germany, Austria and Italy
Electronics & Electricity

The SCHURTER Group companies have recently experienced a change in management. Three group companies in Germany, Austria and Italy have seen their managing positions filled with proven internal experts.
Bruno Ochs has successfully managed SCHURTER GmbH for more than 16 years and has significantly developed the company during this time. In addition, he has repeatedly taken on more advanced, demanding tasks within the SCHURTER Group. His ability to develop companies and manage complex group functions led to close cooperation with the Group CEO. Therefore, Bruno Ochs has taken up the newly designed position of "Group Business Development Manager" (BDM) as of 1 January 2021. In this new role, he will be able to make a significant contribution to the further development of the Group.
The new Managing Director, Stefan Theiler, has already proven himself over several years in various positions within the Group (Switzerland, China, among others). Most recently, he was head of development at SCHURTER GmbH. Since 1 January 2021, he has now assumed responsibility as Managing Director of SCHURTER GmbH.
Changes in Burisch Elektronik Bauteile GmbH, Austria
In addition and also as of 01.01.2021, Hellmar Adler has taken over the management of the Austrian group company in Vienna. Adler has worked for Burisch for 15 years and has greatly contributed to the development of the company during this time.
Ferdinand Lang previously led the company as Managing Director for 23 years, pushing and leading the transformation within the SCHURTER Group. With this generational change, Ferdinand Lang will fully concentrate on the development of the business in the Eastern Europe region as "Regional Head Eastern Europe".
Changes in SCHURTER Electronics S.p.A., Italy
Antonello Martegani has headed the fortunes and business of SCHURTER in Italy for almost 40 years. In order to initiate a smooth generation change at an early stage, Martegani has handed over the management of SCHURTER Electronics S.p.A. on 31 December 2020. His person and his know-how will continue to be on hand for the company in the function of "Project Manager/Key Account Manager".
Last, Marcelo Soares, an experienced SCHURTER manager, took over. From 2006 to 2019, he built up and managed the joint venture "SCHURTER + OKW do Brasil Componentes Electronicos Ltda." in Brazil. Since January 2020, he has been involved in the business development in Italy and has now taken over responsibility as Managing Director at the beginning of the new year.
New CFO Appointment in the Software and Cloud Solutions Industry
Morof to step down and Matthew Brown to be appointed Chief financial officer of Altair on March 16, 2021
Industrial Equipment & Supplies

Altair (Nasdaq: ALTR), a global technology company providing software and cloud solutions in the areas of simulation, data analytics, and high-performance computing (HPC), announced the appointment of Matthew Brown as senior vice president, effective January 1, 2021. He will become Altair’s chief financial officer (CFO), on March 16, 2021 and thereby replace Morof, who will be stepping down from the CFO role.
Welcome and thanks
“We are extremely excited to add Matt to our team,” said James R. Scapa, founder and chief executive officer of Altair. “His experience in finance and accounting, as well as his commitment to business growth, position him to make significant contributions to our company.”
“I’m thrilled to be joining Altair at such an exciting point in the company’s history,” said Brown. “Innovation and envisioning the future are at the core of Altair’s culture. I look forward to continuing that legacy while working alongside some of the industry’s smartest people to drive profitable growth and deliver value to our customers, partners, stockholders, and employees.”
“I also want to take this opportunity to thank Howard Morof for his significant contributions to Altair” said Scapa. “Howard has been instrumental in developing our strong relationship with the investment community, founded on a solid reputation for integrity and credibility. I wish Howard much success in the future.”
“It has been a great pleasure to serve as CFO of Altair,” said Morof. “I have the utmost confidence in the organization, and I am grateful for the opportunity to have worked with such a talented and dedicated team of people.”
New CFO, Matthew Brown’s professional background
Brown previously served in finance leadership roles at NortonLifeLock, including as interim CFO from November 2019 to July 2020. Prior to that he served in finance leadership roles at Symantec from August 2016 to November 2019, most recently as vice president of finance and chief accounting officer. In the past, Brown had occupied various finance roles at Blue Coat Systems, NETGEAR, and Brocade Communications, after making his first steps at KPMG, LLP. Brown is a certified public accountant and holds a Bachelor of Science degree in business administration from the Walter A. Haas School of Business at University of California, Berkeley.
A Covid-19-related Boost in the Uptake of IIoT Solutions
PTC reports a 25% increase in channel sales 2020
Automation, Covid-19

Following operational issues caused by Covid-19, the race for digital transformation has accelerated. “What has gone from ‘general interest, but we’ll take action later’ has turned into ‘we want it now’”, summed up David Grammer, General Manager of UK and Ireland for PTC.
Farnborough-based PTC® has experienced notable growth across its portfolio, including its Industrial IoT platform, product lifecycle management and CAD solutions for design and manufacturing companies across all industries. Thanks to its Vuforia® Expert Capture software, which allows processes to be recorded, edited in the cloud and then viewed in another location via wearable tech, such as Microsoft HoloLens, the company is also driving Augmented Reality.
Over 13,000 ventilators to the NHS in just a few months
Initially PTC solutions were being used by companies to teach processes to new employees, but the solution delivered unique value during the start of the pandemic when PTC worked with the VentilatorChallengeUK Consortium to train hundreds of frontline workers to produce ventilators at various sites across the country.
Richardson appointed Executive Vice President and Chief Operating Officer
Troy Richardson has more than three decades of sales and operational leadership and has helped drive rapid growth for some of the biggest brands in the software industry. He will be leading the PTC’s operations teams, including global sales, commercial marketing, customer service, customer success and support continued growth in the UK and Ireland.
“These territories have extremely strong links with cutting-edge R&D and academic institutions and a solid footprint in engineering and manufacturing.We will continue to build these relationships, while further expanding our footprint in food and beverage and life sciences.” declared Troy Richardson.
Manufacturing in the New Norm
Social distancing, protecting your employees, restarting operations and machines, catching up on supply chain gaps. How do you navigate in the new manufacturing norm?
Automation, Industry 4.0

As an initial quick fix to social distancing in a factory, individuals could use face guard and masks. “Manufacturers are now trying to adapt to the changes in conditions, especially in two major aspects,” said Hajime Sugiyama, Industrial IoT Evangelist of Factory Automations Systems Group, Mitsubishi Electric Corporation.
For example, how do you implement social distancing in a factory?
It´s a very interesting question which has more permutations than most people initially consider. Starting with the individual we can all imagine the use of face guards and masks, and indeed many industries have traditionally used such PPE (Personal Protective Equipment), but this was driven from a hygiene or clean environment standpoint for industries producing such things as food, drugs or even sensitive electronics and semiconductors. Such PPE is not necessarily desirable in all industries, however. For example, in hot or humid environments wearing a mask may actually increase the risks of heat exhaustion, so care must be exercised in truly understanding the worker´s environment.
Some plant managers are considering using screens between workers, but this is also not a panacea as there can potentially be space and restricted movement issues as well as possible problems around access to emergency devices (E-STOPs) or reporting/controlling devices…or simply visibility challenges.
Stepping back from the individual challenges, Sugiyama goes on to say, “Many manufacturers are focusing on social distancing through shift management. To achieve this, you need to balance work shifts so that fewer people are working together at the same time to prevent a pandemic situation inside the factory. But this presents a whole new set of challenges”.
While balancing shift patterns provides factory managers with a level of operational redundancy, i.e. if one shift needs to be suspended due to infection, the second and/or third shifts can continue business as usual after the plant has had a thorough cleaning, it is a natural consequence that less people working will naturally lower productivity.
Let your Cobot take the strain
“Building extensive automation solutions takes a great deal of time, budget and planning”, says Sugiyama, “and in these times when manufacturers want to get up and running quickly and flexibly all three resources are likely to be in short supply.”
So what´s the alternative? One possible solution is the increased use of industrial collaborative robots like MELFA ASSISTA. Typically, these light devices can be quickly deployed, are human friendly and so flexible that they can be quickly trained to do a variety of tasks, i.e. you do not need to have extensive robotics expertise. Probably a key deciding factor is that on the whole they are very cost effective. Enhancing the cobot solution further with AI driven environmental management software, as seen with solutions such as e-F@ctory Alliance partner Realtime Robotics, reduces programing burdens even further and offer live travel path adaption so that the robot can dynamically navigate around obstacles such as humans, other robots and alike.
It´s clear one solution will not fit all, so flexibility to adopt the right social, ´mechanical´ and collaborative solutions will be the norm. An additional area of consideration is remote access,” claims Sugiyama.
Remote is not just for homeworkers
Returning to full operations, restarting processes and lines often reveals underlying problems which were not previously visible and creates a maintenance nightmare of unquestionable proportions. Remote access is a key benefit but if the device you are accessing is not intelligent, the value is drastically reduced as the amount of information is restricted. However, if you are lucky enough to be using intelligent automation devices which have degrees of self-determination and extensive diagnostics, resolving maintenance issues can be accelerated. But aren´t all automation devices intelligent? “While the essential product performance/function maybe similar, you would be mistaken if you thought that all products are equal. For example, it is not really true to say ´a drive is a drive, is a drive,” states Sugiyama.
As an example, many traditional users of Mitsubishi Electric´s inverters will be familiar with simple features such as a 3-wire fan, the significance of which only becomes apparent in times like these. The benefit is the ability to diagnose the health of the cooling fan - which in turn helps extend the life of the inverter. In more recent products there are unique environmental sensors on the circuit boards to detect effects of corrosive or polluted atmospheres, complimented by the merging of communications, intelligence and AI through the inverter hardware and partner software to provide advanced maintenance diagnostics.
Sugiyama explains, “Advances in product technology are not limited to the ´external function´ of the device but also in how its operational life is managed and that means maintenance and performance KPIs - but such knowhow cannot remain locked up inside the product and really excels when it can be remotely accessed by the maintenance teams.”
IIoT, Industry 4.0, etc. have been talked about for years, but at their core is the process of communication, extraction of data and subsequent analytics. However, when plant managers consider remote access solutions they often quake in their shoes as they contemplate a large, extensive SCADA system and all its associated paraphernalia. It is true these comprehensive systems are excellent for capturing vast amounts of data, providing alarms and analytics and reviewing historical data, but as mentioned earlier they do take time to correctly plan and install. Other, quicker solutions can be remotely, but directly, connected to an HMI device on the shop floor to mimic the local screen or can access data over a wireless interface, or even the more recent trend towards utilizing Edge controllers.
So what is the new Norm?
Sugiyama sums it up as “A practical approach is critical. Sometimes the answer is simply a partition screen, other times it is an investment in a cobot, but the watchwords are flexibility, scalability and results focus. So maybe the new norm is actually reminding us to identify what is important.”
Robot-supported Ultrasonic Defect Testing and Quality Control
This story from Artiminds shows how ultrasonic testing can be automated by using robots
Automation

Using ultrasonic, defects in components and inhomogeneities can be located. Robot-supported automation can reduce test costs as well as test time and make measurements reproducible. The software solution of ArtiMinds Robotics supports companies in programming a force controlled application with less effort and in automating path planning for complex components.
Ultrasonic testing is a widely used non-destructive test method to check cast parts for invisible defects such as blowholes, pores or cracks. Since the acoustic properties of the material change if those casting defects are present, the ultrasonic sound pulse is reflected and sent back to the test head.
For a successful test, a constant contact pressure of the test head is important
Especially if components have complex geometries, ultrasonic testing is often carried out manually. By automating the process with the help of robots, test costs and test time can be reduced and measurements made reproducible. A constant contact pressure of test head takes its importance for a successful test. This can be ensured by using a force/torque sensor. In this way, the robot can move force controlled along the trajectory of e.g. a wheel rim to detect non visible defects with the ultrasound test. All sensor data and test results are automatically and completely documented.
Software solutions such as ArtiMinds RPS minimize the programming effort occurring for complex component geometries. The robot movement or path is generated automatically based on the CAD object of the component, which can be imported with one click. This simplifies programming and eliminates the need for manual teaching of complex trajectories. In addition, special, predefined program tem-plates support the force controlled movement of the component, so that the alignment of the test head on curved surfaces is carried out automatically without the need to integrate a camera.
Automated 3D Scanning and Inspection of Transport Stands
How an automated 3D measurement system ensures accurate measurements
Automation, Test & Measurement

Creaform. Located in Oskarshamn, Sweden, Plåtson specializes in creating and streamlining solutions for its customers' production flows and processes. Recently, the company acquired an automated 3D measurement system in order to secure the accurate measurements required for precision-demanding parts in a very time-efficient way.
High-Precision Stands
Plåtson’s major customer has several production plants in Europe. The cabs, have to be transported from Oskarshamn to the other production plants. To do this in a safe way and in an automatic loop, the client uses transport skids in which the cabs are locked for transport. High precision is required for both the cabs and the stands in order to hold and maintain the parts securely. The quality of the vehicles depends on it. Nevertheless, the stands are handled manually by forklifts at the factory and can be damaged easily.
Requirements
Plåtson decided to invest in an automated quality control solution in order to raise the quality of their work and obtain higher precision on their measurements.
Creaform’s Automated Quality Control Solution
Together with Creaform’s distributor MLT Maskin & Laserteknik AB, Plåtson took the step to test Creaform’s new technology, the robot-mounted 3D scanner MetraSCAN 3D-R. By testing the new control line, Plåtson realized how they could increase the quality of their measurements. Not only could they know that they had a deviation, but also they could know how big the error was in order to conduct the proper repair and correction.
Benefits Gained with Automated 3D Scanning
Because deviation reports are stored in a cloud service, they are available for customers in real time. The benefits of this feature are enormous. Creaform’s 3D scanning technology is also very versatile because the MetraSCAN 3D-R can be used to measure many different skids with various sizes and shapes. “Whatever our robot can reach, we can scan“ affirms Pär Henriksson, Site Manager of Industrial Service at Plåtson. ”With this equipment, we can choose the right repair method.” Plåtson can now measure up to 350 skids per day, while other scanning equipment could only measure 3 to 5 skids per day. Therefore, they have shorter lead time.
Future Projects
For now, Plåtson only inspects the transport skids with the automated 3D scanning solution. However, the situation could evolve in the future. Plåtson’s client is interested in including the paint skids and assembly skids in the automated measuring station. After seeing the benefits of 3D scanning on the inspection and repair of the transport skids, they are very interested in getting the same measuring system and database for their other skids.
Fast and Safe Transport on the Factory Floor
Improved efficiency and seamless material supply: in Austria, Philips is automating material transport by using AMRs from OMRON.
Automation, Industry 4.0

Jaqueline, Chiara and Sepp have been helping Philips Austria GmbH in Klagenfurt, Austria, with the internal transport of materials for the past two years. They are very special colleagues because they are autonomous mobile robots (AMRs). To increase the acceptance of these new robot colleagues, the employees at the plant gave them their names. The LD mobile robots from OMRON are used in combination with solutions from an OMRON partner, EM Technologies.
The migration from manual transport processes to mobile robots is part of a broad modernisation project at Philips. In its move towards Factory 4.0, the group relies step-by-step on LEAN mechanization, digitisation tools in production and the office, predictive maintenance and quality, and automated workflows. The primary goal of all of these individual projects is Smart Manufacturing.
Personal care with hair and beard trimmers
Founded in 1881 in the Netherlands, Philips employs more than 73,000 people worldwide, some 300 of whom work in Klagenfurt, Austria. This is the location of one of five worldwide Philips competence centres for personal care. The Philips site in Klagenfurt produces, among other items, over 23 million linear cutting elements for hair and beard trimmers each year. These beard trimmers have lift-and-trim technology; the beard hair is first lifted with the help of special trimming attachments and then evenly cut off by the double-acting stainless steel blades.
Project goals: Save time, increase efficiency and make better use of employee skills
The transportation of these cutting elements in the Klagenfurt plant was carried out for many years by machine operators. This was a time-consuming and inefficient process that needed to be automated in order to relieve the burden on employees and optimize Overall Equipment Effectiveness (OEE). This would free employees so that they would have more time to use their skills on other, more creative and demanding tasks.
The Future Factory programme at Philips started in 2017. “Back then, we wanted to show our colours very quickly and initiate the first smart manufacturing projects. The AMRs fit well here because they can be implemented quickly,” reports Siegfried Seufzer, Operations Manager, Production Personal Care at Philips Klagenfurt.
Autonomous system
When choosing the right robots, the project team compared different providers, but quickly decided on OMRON. “The dimensions of the robot had to be small, and that's where their devices fit best. We wanted a system without tracks because it takes up less space. In addition, the AMR can easily be linked to SAP, which was another of our requirements. The interfaces were all there. We also already knew OMRON. We were able to build on that,” Seufzer comments.
Further advantages in favor of the OMRON robots included their ease of use, the relatively high transport speeds and their functional reliability in confined areas. If an AMR ever comes across an employee who is in its way, the robot can warn them. This never involves loud beeps or a warning tone. The OMRON devices have voice functions; their voices are similar to those in a navigation system.
AMRs can transport up to 70 kilos per trip
The material transport by the employees previously took about 15 minutes a day: "Valuable time that can be used far more sensibly," says Seufzer. In this context, calculations have shown that the use of an AMR can increase the OEE by 3%.
The safety of the robots is another aspect that was considered. In an emergency, for example, the OMRON AMR can drive to a place where it is out of the way of any emergency teams. Today the robots transport 500 to 1,000 cutting elements per carrier. Each AMR can carry up to ten containers; there are 10,000 elements with a total weight of 60 to 70 kg. The robot colleagues – Jaqueline, Chiara and Sepp – drive every half hour. A single round trip covers about 400m. In the future, the aim is to transport significantly heavier materials with mobile robots to further relieve the burden on employees.
Two robots drive while one is being charged
There are other positive effects that the project team hadn’t even considered beforehand. For instance, the quality of the transported parts has improved. The flow of material was previously disjointed, and this led to product damage on the tightly packed transport trolleys. Now that the flow of material is continuous, more journeys are made but the items are handled more gently. Transport damage is a thing of the past. There are always two robots on the move while the third unit is being charged.
The robot announces departures
Communication takes place not only between the machine and the AMR, but also between the AMR and the employee. For safety reasons, departures are announced in advance and the employee is informed about the prevailing situation. Any obstacles can be recognised by the robots at lightning speed and can be avoided by using alternative routes. The coordination of several AMRs, including charging management, is also carried out autonomously.
Mobile robotics as the beginning of the factory of the future
The migration from manual transport to automated processes, supported by AMRs, is a good entry point for many companies that are moving towards Factory 4.0 - including Philips. This is partly because their introduction can take place in an easily understandable and tangible way. “An MES system is nice and has great graphics and more. However, an AMR is much easier to personalise - that's why our devices also have names,” says Production Manager, Sigh. An OMRON LD mobile robot can be integrated into the production environment within three hours.
Time and packaging saved
In addition to the 3% improvement in the OEE values of the assembly lines due to automated supply, the Philips project team has noticed other positive effects. The company saves up to 500 containers due to the continuous material transport. If the work-in-progress (WIP) previously took several days, it could be reduced to a few hours by automated continuous material supply.
“This is an enormous advantage that is difficult to assess financially, but it is still a great improvement. It no longer collects dust, and a reliable overview is guaranteed at all times if, for example, quality defects should occur,” explains Seufzer. The AMRs immediately send back items that don’t meet the specifications.
Outlook for the future
In the next step, an AMR will be actively integrated into the production process in cooperation with OMRON’s partners. In addition to transport functions, the mobile robot can also take on the independent activation of systems, the completion of process steps and the booking of orders via QR codes. Fully automatic booking in the SAP system is also planned. The AMR can communicate independently with the machine.
The AMRs are currently operating the cleaning machine at the Philips plant in Klagenfurt, which removes dirt and grinding dust from the cutting elements. A combination of the MES system and AMRs is another plan for the future. This means, for example, that if the supply of a material is running low, this can be communicated in advance - so the material supply is controlled by the systems.
Jürgen Holzapfel-Epstein, Business Development Manager, Robotics at OMRON Industrial Automation, concludes: “The use of autonomous mobile robots at Philips Austria is a prime example of how digitisation and automation can be advanced step-by-step, but still holistically, in the factory of the future. The cooperation between Philips, OMRON and EM Technologie was easy and we can always see eye-to-eye, which is of great importance for the success of such a project."

How 2020 has Changed Manufacturing
George Walker, managing director of industrial automation specialist Novotek UK and Ireland, explains how industry can safeguard themselves from unpredictability in the years ahead
Automation, Covid-19

2020 is a year that most manufacturers would like to see as an outlier; a year the likes of which should not be seen again. With the COVID-19 pandemic forcing many manufacturers to rapidly adapt and introduce new ways of working, how will these new approaches shape the course of industry in the coming years?
2020 was always set to be a year of unpredictability for the UK manufacturing sector, as it brought with it the end of the transition period of the UK’s exit from the European Union. However, where manufacturers initially planned for ways to secure international supply chains and improve productivity, the COVID-19 pandemic presented a new challenge in ways of working.
With reduced workforces, more staff now working remotely and a complete shift in market demand, manufacturers found themselves needing to rapidly adapt. From our view, UK industry demonstrated an impressive capability to adapt to sudden changes, which should restore hope for many manufacturers in the years ahead. For years, a sentiment that the Novotek team encountered from industrial businesses was that there was a need for reinvigoration in the sector. 2020 showed that industry can adapt to reinvigorate the sector and reap the benefits in the years ahead.
With so much of the workforce working from home, manufacturers need to be able to see what is happening in as many areas of the plant as possible to maintain uptime
However, 2020 did also highlight the shortcomings of many manufacturing operations, particularly in regard to remote monitoring and control of devices and systems. Manufacturers need to see what is happening in as many areas of the plant as possible to maintain uptime. Insight into operations, driven by field-level data collection, is imperative to inform maintenance — particularly with a reduced on-site workforce.
The prospective benefits of connected technologies and automation have been known for years, but 2020 made the value apparent to many. Every remote monitoring system relies upon effective edge technology that can efficiently extract data to a connected system and make that information as useful as possible. This often necessitates effective in-field industrial hardware that can provide edge processing of data, before communicating that data to an industrial data management platform for visualisation and analysis.
In the years ahead as we move through the pandemic, investments in improving remote capabilities will add value to manufacturers by finally allowing them to achieve the efficiency benefits of connectivity. Using field-level data to garner insights, whether that is for maintenance schedules or process improvements, is key to increasing overall plant productivity — something much needed in the wake of COVID, to ensure that operations are robust and safeguarded from future unpredictability.
George Walker
Ventilation on Demand with CO2 Analyzers
PCE Instruments offers ventilation solutions in accordance with the German SARS-CoV-2 industrial safety regulation in winter 2020/2021
Test & Measurement

PCE Instruments. Sufficient ventilation and compliance with hygiene standards help to control the spread of infectious diseases. The SARS-CoV-2 industrial safety regulation of 20 August 2020 explicitly points out that simply increased ventilation can effectively reduce the concentration of viruses in the room air. As a guide value, which should be undercut if possible, reference is made to the value of 1,000 ppm CO2 from the German Technical Rules for Workplaces ASR A3.6.
Risk of infection indoors
It is undisputed that the risk of infection in the winter is already increased by the fact that a lot of time is spent indoors with potentially virus contaminated air. The German Robert Koch Institute also writes in its fact sheet on the novel coronavirus SARS CoV-2 (as of 13 November 2020) in item 2 Transmission paths that prolonged stays in poorly ventilated rooms increase the probability of becoming infected by inhaling viruscontaminated aerosols.
Even people who are unaware of their infection and have no recognisable symptoms can release viruses into the air when breathing, speaking or singing. Case studies from choir rehearsals, church services and work in the meat industry have shown that infections are possible in indoor rooms without sufficient air exchange, even if wider distances are kept.
CO2 content as a guide value for indoor air pollution
The concentration of viruses and harmful substances in indoor rooms can be provably reduced by adequate ventilation. This does not mean, however, that the windows must be open all the time and that the room must cool down to the outside temperature. The frequency and duration of ventilation can be adapted to the current indoor air pollution level by using suitable test instruments. The CO2 content is a good indicator of the pollution of indoor air with respiration-dependent pollutants. In both ASR A3.6 and EN 13779 for mechanically ventilated rooms, the CO2 value is defined as a guide value for air quality. A value of 1,000 ppm is considered to be hygienically harmless whereas between 1,000 and 2,000 ppm, ventilation is recommended and over 2,000 ppm, ventilation is required. Of course, lower values should be aimed at, taking into account that the outside air already contains 350 ppm to 440 ppm of carbon dioxide.
Use of simple CO2 monitors
Many public authorities, retirement homes, church communities, universities, schools and kindergartens already use CO2 monitors on their premises. With the help of these meters, it can be quickly determined whether the indoor air contains so much carbon dioxide that the room should be ventilated. PCE Instruments offers different easy-to-handle devices for CO2 measurement. These air quality meters show the CO2 value and many models additionally show a colour coding which facilitates the evaluation of the air quality.
Conclusion
With the help of a CO2 analyser, it is possible to ventilate in a targeted manner, i. e. when the air pollution is too high and exactly until it has fallen far enough. In this way, ventilation can be adapted to the actual conditions on site, regardless of inflexible time limits and subjective perceptions. All air quality meters from PCE Instruments show not only the CO2 content but also the temperature and humidity of the room air. All three values influence the well-being and thus the concentration and performance. Even if the viral load is no longer an issue, the air quality meters can be used to monitor the air quality and to control the ventilation behaviour.
Ludger Droste, PCE Instruments
Autonomous Machine Vision System for FFP2 Face Masks Inspection
This quick solution for new QA need has been recently implemented in a company based in Baden-Württemberg
Covid-19, Vision & Identification

Inspekto. A manufacturer based in Baden-Württemberg, Germany, recently installed the only Autonomous Machine Vision system on the market, the INSPEKTO S70, for the quality inspection of FFP2 face masks. The results are positive — the system ensures that masks are made to specifications and that the manufacturing line is not damaged in the process.
To help in the fight against COVID-19, Inspekto has made its signature product available to Univent Medical GmbH, a face mask manufacturer based in Baden-Württemberg, Germany, who recently established a new production line to respond to the pressing market demand for emergency supplies.
The INSPEKTO S70 is the first self-contained, out-of-the-box vision inspection system for industrial quality assurance. Unlike traditional machine vision solutions, which are custom-built and require a complex, long and time-consuming integration process, the INSPEKTO S70 is a fully configured device which comes ready to use, only requiring final integration on the production line.
An ideal solution for manufacturers who need reliable quality assurance fast
This makes the product ideal for manufacturers who need reliable quality assurance fast, eliminating the need to wait for the lead times of traditional machine vision projects, which require several weeks or even months to be developed and integrated.
The INSPEKTO S70 has recently been installed for the quality inspection of FFP2 face masks. In particular, the system is expected to detect defects in the masks’ ultrasonic soldering, metal nose holder, company and CE-logo, and straps soldering. Inspection of the metal nose holder is of critical importance, as defective metal strips could permanently damage the cutting machine on the production line.
The last few weeks showed that the results of the installation are very positive, as the system was able to perform accurate and reliable quality assurance, flagging up masks that presented defects in the designated areas, as well as metal strips that could damage equipment.
"One of Inspekto’s goals is to allow all manufacturers, small or large, to deploy top notch automated quality assurance”
“Manual inspection carries a very high error rate, and we can’t allow that to happen when producing critical emergency supplies, such as face masks,” stated Jürgen Eichinger, operations manager at Univent Medical GmbH. “Quality is at the core of all our operations, which is why we needed a flexible machine vision solution that would be quick to set up and easy to operate. We found the ideal partner in Inspekto.”
“We are very proud to be part of the effort to meet the huge demand for high quality masks in these turbulent times. One of Inspekto’s goals is to allow all manufacturers, small or large, to deploy top notch automated quality assurance,” declared Ofer Nir, CEO of the company. “We realised early on that manufacturers need a flexible and cost-effective option to inspect their products, and that this need would become critical at some point. Now the moment has come and we are ready to help.”
Vanessa Pfau, Manager for Germany at Inspekto, remarked that the flexibility of Inspekto’s systems will be essential to support manufacturers in the post-pandemic scene. “The INSPEKTO S70 is not product-specific. It autonomously learns the characteristics of any new product in about an hour, from just 20 good samples, then flags up any abnormalities during inspection. This means that it can be used to inspect a huge variety of different items,” she explained.
“The face mask production line didn’t even exist until a couple of months ago,” she continued. “It has been developed through funds from the German Government to help manufacturers adapt their production lines to produce emergency supplies. The INSPEKTO S70 quickly learned the characteristics of FFP2 masks, but if the plant managers decide to switch production again in the future, they can use the exact same system to inspect a completely different product.” The INSPEKTO S70 could soon reach the plants of other medical equipment manufacturer to support them during the pandemic and beyond.
"10% of all Electricity from Industry is Used to Produce Compressed Air Accounting for 80 TWh/year. ELGi has been able to Introduce Efficiency Improvement Gains Equating to a Considerable Reduction in Total Energy Consumed Across the Region"
We asked Chris Ringlstetter, President at ELGi Europe about ELGi’s achievements in the last 2 years and the expanding role of compressed air system
Hydraulics & Pneumatics

It’s been now 2 years since ELGi started to expand its footprint in Europe. In this interview with Chris Ringlstetter, we discuss the accomplishments realized during these 2 years and how ELGi is looking ahead, how the company managed in the COVID-19 times, how they do work with their channel partners and last, ELGi’s approach to meeting customers’ expectations and needs for compressed air solutions.
IEN Europe: In the last 2 years, ELGi started to expand its footprint in Europe. What achievements have you made since?
Chris Ringlstetter: Since February 2019, when we decided to re-enforce our commitment to the European market, we have built out a regional sales leadership team covering the key markets including: Benelux, UK & Ireland, France, Iberia, Italy & Southern Europe, Eastern Europe and the Nordics.
We’re delighted to have been able to attract the talent we did thereby allowing us to build a European leadership team from some of the most experienced compressed air industry experts. An example is my sales leadership team, each with an average of 25 years of experience in the industry. By combining the strengths of our people together with the quality and performance of our product portfolio, we strongly believe in our aspiration of becoming one of the top three global compressor manufacturers in the world.
The market has been receptive to ELGi as a new entrant since they like the fact that we build high-quality compressed air solutions that have one of the lowest total cost of ownership on the market covered by an industry-leading warranty program. We are also being recognized as a company that is easy to do business with, one that sticks to its word and avoids complexity. We have made a conscience effort to eliminate the “small print” in all our agreements so that our channel partners, end customers, and suppliers don’t have to be lawyers to understand what they’re signing.
IEN Europe: How do you further see this development in the years to come?
C. Ringlstetter: With a well-established product portfolio and increasing investments in the region, we are optimistic about the future, and therefore plan to continue our investments in Europe by expanding our presence.
We have set ourselves an ambitious target as part of our ten-year plan, and in only two years, we have already built a strong distribution network. We now have a strong European leadership team as well as talented regional sales and support teams to match. We have more than doubled our Channel Partners in this time frame – further extending the reach of our products while ensuring excellent service support.
This translates into strong sales and increased market awareness. We continue to be right on course to significantly increase our market penetration, despite a market impacted by the pandemic thereby allowing us to achieve a higher market share.
IEN Europe: How is ELGi dealing with the COVID-19 situation?
C. Ringlstetter: The compressed air market in Europe is considered as a replacement market although, when the market recedes, an emphasis is put on repair as opposed to replacement of aging equipment. The Covid-19 pandemic has had a similar impact to the compressor industry in Europe, and while customers were postponing new equipment purchase decisions last year, we are confident that a correction in the market will follow the widespread introduction of efficacious vaccines.
As for ELGi, the events associated with the pandemic acted as a bottleneck in the short term i.e., we temporarily closed our manufacturing and logistics activities in Italy, but shortly after the first lockdown, we were operational again and have continued to see a steady recovery especially in the Food & Beverage, Pharmaceutical, Glass, and even General Industry verticals.
IEN Europe: What is your approach in working with ELGi’s channel partners?
C. Ringlstetter: ELGi’s channel partner community is the backbone of our business. Strong partnerships with our distributors have enabled us to enter new markets, gain insights into evolving market needs, and serve customers better. ELGi has, in turn, helped its partners grow their businesses with innovative and technologically superior products.
We are looking forward to welcome new partners to expand our existing channel network in order to deliver on our commitment of being’ the Customers choice, everywhere. We keep growing our customer base, and build true relationships with our partners in order to gain more traction as well as increased market share across Europe.
IEN Europe: What are the main challenges of compressing the air in industrial applications? What is your approach to meet customers’ expectations?
C. Ringlstetter: The challenges we see are the same for us as they are for other industries. They include lowering the total costs of operating capital equipment while increasing reliability, serviceability, and ease of operation. At ELGi, we have leveraged innovation and technology to create a portfolio that delivers against each of these attributes.
I am personally proud to have been given the opportunity to create an organization in Europe whose objective is to create value for our channel partners and end users. No fine print, no tricks, just honest and ethical business practices, hard work, and commitment to our mission of gaining market share by the merits of our efforts.
IEN Europe: As a compressed air solutions specialist, in which way are ELGi’s solutions able to comply with the requirements from specific energy efficient applications?
C. Ringlstetter: Increasing energy prices are causing companies to move to highly efficient compressors, and companies are purchasing our equipment in order to help them meet their efficiency improvement goals.
In Europe, it has been estimated that 10% of all electricity from industry is used to produce compressed air accounting for 80 TWh/year. With the energy efficiency improvements ELGi has been able to introduce across its portfolio (ranging in recent years from 5 to 10%), these gains equate to a considerable reduction in total energy consumed across the region.
Since ELGi’s increased focus on the European stationary compressor market (which started in earnest only two years ago), we have made considerable inroads in the regions we chose to invest in thanks in part to the fact that we build high-quality compressed air solutions that operate at one of the lowest Life Cycle Cost on the market today.
We also back our equipment by industry-leading warranty programmes. We are able to do this thanks to the skilled and talented individuals we have working in our Engineering and Product Management departments whose main focus is on building the highest level of quality into our compressed air solutions that help organisations lower energy consumption and operating costs.
Additionally, our technology team focuses on achieving advanced breakthroughs aimed at transforming the conventional boundaries of compressor technology with a relentless passion for increasing performance and energy efficiency.
IEN Europe: Regarding the EG Series for instance, what characteristics are key in saving energy?
C. Ringlstetter: At ELGi, we focus on building the most efficient compressors which ensure efficient energy consumption and thereby lower energy costs for all our customers. This is reflected not only in our EG Series, but across our entire portfolio. We also focus on ensuring zero downtime for our customers via a relentless focus on quality, reliability, and highly responsive services. With this, our compressors stay up and running thereby helping our customers achieve their productivity goals while keeping the costs of ownership low.
There are very few compressor companies in the world today that have the capability to design their own air-ends, and even fewer that make them along with their own pressure vessels, castings, motors while also conducting complete machining and compressor assembly. ELGi, with in-house technology and manufacturing capabilities for all these various elements, can engineer compressors to deliver maximum uptime and reliability, and in turn ensure energy-efficient compressed air for all demanding applications.
It’s worth mentioning that ELGi’s Heat Recovery System (HRS) provides companies with a solution that captures up to 96% of wasted heat generated during the compression process. The system converts wasted heat into hot water that can then be utilized for heating purposes. This in turn reduces the need for additional heating systems running on conventional power thereby reducing CO2 emissions. Our HRS is best suited for customers within the process industry producing products such as sugar, food and beverages, pulp and paper, dairy, and textiles. In other words, companies requiring compressed air and hot water for their process and heating needs. However, general industry can also benefit by using preheated water for their boilers, as well as hot water for showers and sinks.
IEN Europe: In the future, how do you see the further use of compressed air devices in industrial applications? Do you consider the development of new market segments?
C. Ringlstetter: At ELGi we have seen a significant uptick in the textile industry, specifically for protective textile products in response to the global pandemic. As a result, there has been a strong demand for oil free compressed air to maintain sterility in these manufacturing processes. Reliable compressed air is needed at all levels of the supply chain in the textile industry for effective and smooth operations. Power looms, spinning machines and other equipment used to process fabric require varying degrees of compressed air that are also used to power tools that keep equipment clean and in good working condition.
The buzz in the compressed air industry at the moment is the Internet of Things (IoT) which is all about collecting mass data allowing for the integration of digital platforms into industrial processes and machines that improve energy efficiency, reliability, and control.
For example, coming in early 2021, ELGi’s ‘Air Alert’ is an IoT enabling device which, when fitted to a compressor, allows for remote monitoring of data, and provides meaningful insights for the customer regarding their compressor’s running parameters such as service intervals, energy efficiency, changes in air consumption, and general compressor health. This system provides real-time monitoring of compressor efficiency, predictive maintenance to avoid costly down-time, and insights into operating conditions that help product development teams make improvements to connected equipment.
We are also witnessing a rise in demand for oil free, and contaminant free compressed air while still meeting the expectations of reduced lifecycle cost and digital (IoT) compatibility. At ELGi we are already providing such solutions and are particularly proud of our recently launched AB ‘Always Better’ compressor series which can be considered as a disruption in the existing range of oil free compressed air technologies. ELGi’s AB portfolio offers customers with a no-compromise, oil free solution at approximately 8 – 10% reduction in lifecycle costs when compared to prevailing oil free technologies. It offers significantly lower maintenance costs and improves ease of use with unprecedented reliability and high air purity for sensitive industry applications.
We have witnessed strong adoption of our AB range in the pharmaceutical industry on account of our technology’s high reliability coupled with one of the lowest life cycle costs in the market. In Europe’s Food and Beverage industry, this technology is proving its value in, for example - Château Ollieux Romanis, a leading organic winery in France. This specific customer produces high-quality organic wines and therefore purchased several AB Series air compressors to ensure zero contamination during their production processes.
Choose the Right Accelerometer for Predictive Maintenance
Having the IIoT monitoring a machine’s health status helps enable predictive maintenance, which allows industries to anticipate breakdowns and realize substantial operational savings
Sensor Technology, Test & Measurement

Maintenance, traditionally preventive or corrective, usually represents a significant portion of production costs. Now, having the IIoT (Industrial Internet of Things) monitoring a machine’s health status helps enable predictive maintenance, which allows industries to anticipate breakdowns and realize substantial operational savings.
Industry 4.0, made possible by the generalization of digitization and connectivity for industrial equipment, is on track to revolutionize production tools. This game changer makes the production chain more flexible and allows for the manufacture of customized products, while maintaining earnings. Maintenance, too, can benefit from the advantages of digitization and connectivity of the IIoT. Instead of replacing worn parts at fixed intervals, the use of sensors—particularly accelerometers—makes it possible to analyze a machine’s operational status. Within the predictive maintenance framework, the operator need only intervene if certain early warning symptoms occur. Known as condition-based monitoring (CbM), this analysis of the machine’s health status will limit maintenance costs when compared with a systematic maintenance system, which is based on a fixed, often very conservative schedule. In addition to the gains from less stringent maintenance operations, detecting problems at an early stage allows for planned machine downtime, which is always better than an unexpected shutdown of the production line.
Vibration Analysis: The Importance of the Sensor
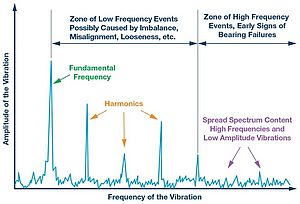
To determine when it is the right time to trigger a maintenance operation, the manufacturer uses parameters such as vibration, noise, and temperature measurements. Among the measurable physical quantities, measurement of the vibration spectrum is the one that provides the most information on the origin of a problem in a rotating machine (engine, generator, etc.). An abnormal vibration can be a sign of a faulty ball bearing, axle misalignment, imbalance, excessive looseness, and more. Each of these problems will manifest itself in a specific symptom, such as vibration sources in rotating machines.
Vibration Measurement with Accelerometers
Vibration measurements can be performed using an accelerometer that is placed near the element to be monitored. This sensor can be of the piezoelectric type or, more advantageously, of the MEMS type, which not only gives better response at low frequencies but is also small in size.
In the case of a faulty ball bearing, every time a ball comes into contact with a crack or a defect of the inner or outer ring, a shock will occur, causing a vibration or even a slight displacement of the rotational axis. The frequency of these shocks will depend on the speed of rotation and the number and diameter of the balls.
But that’s not all! As soon as the fault appears, the previously mentioned shocks will create a sometimes-audible noise—the shock wave—that manifests in the appearance of low-level spectral components and relatively high frequencies, often greater than 5 kHz, and always well beyond the fundamental rotation frequency. Only low noise, high bandwidth accelerometers—such as the Analog Devices ADXL100x—can measure the spectral lines corresponding to the first signs of failure. These accelerometers will provide valuable information where slower or noisier products will not sense anything. As the defect worsens, the level of the lower frequency components will increase. At an advanced stage, the level of vibration can be detected by an entry-level accelerometer, but the failure will be imminent at this point, with little time for the maintenance team to react. To avoid being caught off guard, it is important to detect the very first signs of anomaly with a low noise, high bandwidth accelerometer.
In addition to the ADXL100x series of accelerometers (ADXL1001/ADXL1002/ ADXL1003/ADXL1004/ADXL1005), Analog Devices also offers a number of other accelerometers that are useful for analyzing machine status. For an observation over a more restricted bandwidth, the products of the ADXL35x series (ADXL354/ADXL355/ADXL356/ADXL357) are characterized by a low level of noise (down to 20 μg/√Hz and a bandwidth of 1500 Hz). Unlike the ADXL100x series that offer analog output, there are products in the ADXL35x series with digital output to simplify the interface with a microcontroller.
Entry-level consumer-oriented products such as the ADXL34x (ADXL343/ADXL344/ADXL345/ADXL346) or the ultra low power ADXL36x (ADXL362/ADXL363) accelerometers will not really have enough bandwidth or noise performance to meet the requirements for quality predictive maintenance.
These entry-level products limit not only the diagnostic capabilities of existing equipment, but they also significantly limit the usability of the data for development of future diagnostic solutions.
However, they can be good candidates for measuring machine activity, for example, to count the number of hours of operation and, if necessary, trigger maintenance—not predictive but only preventive maintenance. Thanks to their extremely low power consumption, these accelerometers can operate with power harvesters (energy harvesters) or by battery.
If the desired machine monitoring consists only of measuring sudden shocks, the products of the ADXL37x series (ADXL372/ADXL375/ADXL377) are a perfect fit. Since a shock can be considered to have altered equipment accuracy or operation, it will be possible, for example, to trigger a maintenance operation of a corrective nature to correct any defects that might have appeared.
From Components to Complete Modules
As previously mentioned, the ADXL100x series is characterized by a wide bandwidth and low noise level. However, they are single axis and require associated processing electronics. To simplify the design phase, Analog Devices offers a turnkey solution for triaxial measurement with model ADcmXL3021. This 3.3 V powered product incorporates three measurement chains based on the ADXL1002, as well as a temperature sensor, a processor, and a FIFO. The whole ensemble is encapsulated in an aluminum case (23.7 mm × 26.7 mm × 12 mm) that is ready for installation on the rotating machine. The product is characterized by a full scale of ±50 g, an extremely low noise level of only 25 μg/√Hz, and a bandwidth of 10 kHz, which allows vibration signature capture in a large number of applications.
A signal processing block includes not only a configurable FIR filter with 32 coefficients, but also an FFT function with 2048 points per axis to perform spectral analysis of the vibration. Each frequency level of the spectrum calculated this way will be compared to the configurable alarm thresholds (six per axis). If the spectral components are too intense, an alert will be generated. This product can interact with a host processor via an SPI port that provides access to internal registers as well as a set of user-configurable functions, including advanced mathematical functions such as calculating the average value, standard deviation, maximum value, crest factor, and kurtosis (fourth-order kinetic moment that enables measurement of the acuity of the vibration).
SmartMesh: A Network for the IIoT, Well Adapted to Predictive Maintenance
A wireless network is particularly well suited for collecting maintenance data from a vibration sensor. It does not need to be fast, but it must be robust enough to operate in industrial environments that are often very disturbed and made of metal structures that are unsuitable for good transmissions. It must also be able to collect data from a large number of sensors that are not necessarily close to the data logger. To meet this need, Analog Devices offers the SmartMesh® IP industrial mesh network, which is characterized as highly robust to disturbances with low power consumption. This last criterion is important for maintenance modules that are variously powered by energy harvesting or by a lithium battery that must operate for five or 10 years without replacement. Based on the 6LoWPAN standard (IEEE 802.15.4e), the SmartMesh IP network is perfectly adapted to the IIoT and relies on a proprietary protocol built around a 2.4 GHz transmission. The solution consists of LTC5800 transceivers or precertified LTP590x modules, which are very easy to implement.
Various techniques are used to guarantee a transmission reliability greater than 99.999%, including synchronization, channel hopping, and time stamping, as well as a dynamic reconfiguration of the mesh network that uses only the RF paths where the signal is most powerful.
Why Not Get Help from Artificial Intelligence?
There are a number of vibration analysis techniques. In addition to the digital filtering to overcome the parasitic vibrations caused by the process itself or by other components of the machine, it is common to be aided by mathematical tools such as those included in the ADcmXL3021 (calculation of the average, standard deviation, crest factor, kurtosis, etc.). The analysis can be done in the time domain, but it is the frequency analysis that will bring the most information about an anomaly and its origin. One can even resort to calculating the cepstrum sometimes assimilated into the spectrum of the spectrum of the signal (inverse Fourier transform applied to the logarithm of the Fourier transform of the signal). However, whichever analysis method is used, the difficulty is in establishing the optimum alert threshold so that a maintenance operation will be neither too early nor too late.
An alternative to the traditional configuration of alarm thresholds is to introduce artificial intelligence into the failure identification process. During the machine learning phase, cloud resources are used to create representative models of the machine based on data from the vibration sensor. Once the models have been created, they can be downloaded to a local processor. The use of embedded software will enable the real-time identification of not only ongoing events, but also transient events, and will thus be able to detect anomalies.
Vibration Sources in Rotating Machines
One of the problems commonly encountered in a rotating machine is the failure of a ball bearing. Spectral analysis of the data from an accelerometer placed close to the bearing reveals a number of characteristic lines, amplitude, and frequency that depend on the speed of rotation and the origin of the defect.
Toward New Services
In addition to building models for predictive maintenance, artificial intelligence and cloud access open the door to a host of new possibilities. Correlating the vibration measurements with the data from other sensors (pressure, temperature, rotation, power, etc.) makes it possible to deduce much information on the system status well beyond what’s related to maintenance needs. The merging of basic data will enable refinements in the equipment models to detect not only mechanical failures, but also process problems (for example, an empty conveyor, a pump without fluid, a mixer without paste, etc.). We can therefore consider a multitude of services that equipment manufacturers can offer to their end customers by combining equipment supply with maintenance and statistical analysis of the performance and problems of a production line. Equipped with its sensor module, the basic electric motor becomes a major player in the big data concept.
Betrand Campagnie
How Predictive Maintenance is Helping the Heart of the Machines Beat Longer?
Using AI and IoT to automatically predict machine maintenance needs and keep production flowing
Artificial Intelligence, Industry 4.0

Futurism Technologies. Unplanned machine downtime can be a multi-million dollar pain for manufacturers. If the equipment or machine breaks down unexpectedly, manufacturers incur a plethora of costs related to discovery, containment and recovery. In addition, there are costs pertaining to the disruptions in production and supply chain. Implementing a Smart Factory Predictive Maintenance solution can yield an ROI in a matter of months.
In a traditional factory setting, maintenance experts manually combine a cocktail of both qualitative as well as quantitative techniques in an effort to foresee or predict impending equipment breakdown/failures and curb downtime in production. However, predictive maintenance can be automated using IoT, machine learning and AI techniques to optimize maintenance chores in real time, boost the equipment life and health whilst keeping disruptions at bay.
This is where predictive maintenance (PdM) comes into the picture! Predictive maintenance empowers manufacturing companies to maximize the life of their equipment and machines whilst helping them avoid unplanned downtime and curb maintenance costs marginally.
Helping the heart of the machine beat longer
Maintenance experts need to ensure high availability of manufacturing systems and equipment round the year and at the same time, they ought to focus on reducing costs pertaining to maintenance and spare parts. With the inception of Industry 4.0 for the manufacturing sector, maintenance personnel can now leverage new technologies like IIoT, AI, Machine Learning, etc. to monitor as well as receive deeper and intelligent insights into their production operations, units and equipment in real time thus, transforming a typical manufacturing unit into a smart factory aka connected factory. For example, a condition-based predictive maintenance solution for an injection molding machine is great when it comes to monitoring the machine’s critical components or parts for wear and tear.
Just to give an example of how predictive maintenance works, let us have a look at injection molding machines and how the use of IoT sensors can help a manufacturer know when certain parts would wear or fail over time or need replacement. By using sensors integrated with a condition-based predictive maintenance solution, maintenance experts and technicians are alerted when an injection tube is loose or has been removed as well as other mechanisms such as pressure gauges, molds, heat sensors, motherboards, and calibrators just to name a few. This is a lifesaver for any manufacturing company, since a single piece of equipment breakdown can impede the entire production cycle thus, affecting the bottom-line.
Predictive maintenance not only helps avoid such disruptions, but also helps schedule maintenance work before the equipment breaks down completely shutting down operations
The main purpose of predictive maintenance is that it enables corrective maintenance to be performed before the piece of equipment needs to be repaired or replaced. Access to intelligent insights pertaining to a machine’s performance and service history, maintenance work can be planned optimally with the right people and parts ready. This approach helps to eliminate unplanned line stops and reduce stoppage time overall.
However, for this to work, a predictive model for the equipment failure mode(s) must be created. This model can be built with the data collected from actual field installations and theoretical failure models. Further, machine learning algorithms can be applied on large data sets that correlate with the sensor data and actual failure mechanisms to come up with a more refined and powerful predictive maintenance model.
Another fine example is of powder coating machines, especially the ones that run on chains, belts, etc. If one pin breaks in the chain, it will cause it to break or fall off leading to further issues potentially destroying product or damaging the machine as a whole. When dealing with a mass production manufacturing equipment, it is vital to have zero downtime.
Any downtime is going to affect the production schedule leaving customers upset because of delay in delivery
The PdM model is not only suitable for wear parts, but can also support with monitoring of other key components of an injection molding machine. For example, you can have a module for ball screw drives or spindles that can be found at the core of an electrical injection molding machine. These help in converting the axial movements into radial and vice versa. Now as various spindles are in operation in an injection molding machine, and failure of even a single shut down can disrupt the entire production line. A PdM module here can help monitor the screw drives continuously. The module will also analyze temperature and performance data. It will then combine all these data into an intelligent damage indicator algorithm to obtain a predictive report about the condition of spindles.
This is the reason PdM is the stepping-stone for a successful digital transformation journey. For a manufacturing organization, a digital transformation investment directed at PdM would not only help drive the plant’s asset utilization, productivity and efficiency, but would also help yield quick digital ROI whilst helping it reduce downtime significantly.
Futurism offers full-spectrum predictive maintenance capabilities under our smart factory program including solution development, consultation, factory design/build/planning, integration and complete IoT based asset condition management solutions. Whatever it is that you need to help realize your smart factory, Futurism can help.
Turning Data into Actionable Information is Vital to the Success of any Industry 4.0 Projects
Thomas Mueller, Director of Sales & Marketing (EMEA) at Shiratech explains what data analytic solutions are available today for both process and factory industrial applications with some tips and advice
Industry 4.0

What data analytic solutions are available today for both process and factory industrial applications, and what tips and advice can you give for successful integration of these solutions into legacy systems? Thomas Mueller, Director of Sales & Marketing (EMEA) at Shiratech, a leading international provider of Industry 4.0 solutions, explains:
“Maintenance in the industrial environment has long since graduated from being a reactive function based on components being ‘run to failure’ – with all the unplanned downtime, safety risks and associated issues this creates – to a highly analytical process reliant on real-time information to support decision-making in the areas of maintenance and component replacement.
Central to this is accurate monitoring of the condition of components within machinery – properties relating to vibration, magnetic-field, temperature and acoustics, depending on the specific component and application in question.
"Root cause analysis is indeed a central pillar of many industrial maintenance strategies, even more so as Industry 4.0 takes hold"
Harnessing data in these areas enables ongoing analysis of the issues which may be causing components to fail prematurely and enables maintenance to be scheduled at a time when interruptions to production will be least damaging. Root cause analysis is indeed a central pillar of many industrial maintenance strategies, even more so as Industry 4.0 takes hold.
To gather and make the most of this information in the modern factory or production environment, Edge AI technologies such as intelligent condition monitoring and anomaly detection solutions provide a rapid link between the sensor and the cloud. They provide key data in real-time for trend analysis, smart predictive maintenance and calculation of Overall Equipment Effectiveness (OEE), whether the maintenance function is managed on-site or remotely.
Modern, plug & play systems such as the iCOMOX (short for Intelligent Condition Monitoring box) are specifically designed to be rapid and simple to deploy for multiple device management in conjunction with legacy systems. They typically include embedded software and an on-board time-domain, as well as Fast Fourier Transform (FFT) analytics for condition-based maintenance (CBM) of all types of industrial including machinery, production lines and structures. Meanwhile, user-configurable sensor interrupts give users the flexibility to activate the system on detection of specific events and thresholds.
"The IIoT is opening up multiple opportunities to improve current practices and develop new services that can enable equipment providers to become service partners to their customers"
These systems will typically also be supplied with a range of adapters, to enable rapid and easy attachment a broad range of legacy industrial equipment, and are designed to withstand the rigours of the factory floor, being housed in compact, rugged enclosures, compliant with international standards such as IP66 for ingress protection. Purchasers should also check that their chosen system is CE and FCC marked.
The industrial Internet of Things (IIoT) is opening up multiple opportunities to improve current practices and develop new services that can enable equipment providers to become service partners to their customers. Intelligent condition monitoring is a powerful tool in the kit, which can enable predictive maintenance as well as helping improve new product designs in the longer term.
Choosing a turnkey sensor-to-cloud platform of this kind enables companies to implement an end-to-end condition monitoring solution with minimal investment, and quickly begin exploring the benefits which are achievable.
These solutions are seeing broader and broader usage internationally – for example, iCOMOX has been selected by Arrow Electronics and Siemens MindSphere for Siemens’ MindSphere predictive maintenance cloud platform.”
CIIE, the Ideal Gateway to the Chinese Market
The China International Import Expo (CIIE), the world's largest import-themed expo, will be held for the fourth time in Shanghai from Nov 5 to 10, 2021.
Industrial Equipment & Supplies

Holding the CIIE is of great significance for China to demonstrate its commitment to advancing its high-level opening-up. Thousands of exhibitors and hundreds of thousands of buyers from across the globe have descended on Shanghai in the past three years to reap the benefits offered by the expo. With its growing exhibition space and influence, the CIIE is becoming a must-attend event for international businesses every November. The 4th edition of world's largest import-themed expo will be held in Shanghai from Nov 5 to 10, 2021.
Why you cannot afford to miss out on the truly unique opportunities provided by the CIIE
1. It’s large in scale and covers extensive industries
* The CIIE is the world's largest import expo and one of the top 10 business shows in the world. It unleashes the potential of the global marketplace.
* The CIIE has grown in scale and influence each year. In 2020, the expo covered 360,000 square meters -- equivalent to the size of almost 70 standard football fields.
* The global trade fair caters to a complete range of industries, including food and agricultural products, automobiles, intelligent and information technology, consumer goods, medical devices, healthcare products and trade in services.
* Each exhibition section of the comprehensive trade fair is a professional trade show in the specific industry. It is organized professionally and displays the industry’s most cutting-edge products.
2. It features high-quality participants and exhibits
* The CIIE is attended by the top leaders of industry, governments and trade promotion agencies from all over the world.
* The past three editions have been attended by 10,000 exhibitors, many of whom are Global Fortune 500 companies and industry leaders.
* The event has become a must for influential industry leaders, such as the top 10 pharmaceutical companies in the world and the world's leading carmakers.
* No other event in the world provides a better stage with such scale and influence for Asian and global product debuts. In the past three editions, more than 1,300 products and services have made their global or Chinese debuts at the expo.
3. Enterprises can meet purchasers, ink transactions, enter the Chinese market and land projects
* The CIIE is a fair visited by trade delegations from all provinces and large-scale enterprises in China that are seeking business opportunities. Some 1.3 million buyers have attended the first three editions.
* Each year, participating organizations ink billions of dollars in deals at the CIIE, and the numbers continue to grow with each event. Over the past three years, over $200 billion in deals have been signed.
* With the sealed deals, participants can also have their projects launched in China. A total of 319 projects backed by foreign investment worth $15 billion have been initiated at the first and second expo. Many of them have already been implemented and are now in operation.
4. The expo is a gateway to China and a highway to success
* Participating in the CIIE provides a prime gateway into understanding and benefiting from China's market of 1.4 billion people.
* The CIIE is not just an important gateway for global trade access to the huge Chinese market but also an excellent opportunity for companies to meet potential partners of both upstream and downstream businesses across the industrial chain.
5. It offers one-stop services so business can run smoothly
* The CIIE provides extra benefits for companies entering China by offering special services that make doing business with Chinese partners as smooth as possible. The benefits cover consultancy, customs clearance, business registration, matchmaking and more.
* At the CIIE, participants can also promote their brand and earn significant media exposure. Global media attend the CIIE each year to report on the latest deals, products and innovations introduced into the market.
Over 10,000 journalists have covered the expo during the past three years. In the domestic market alone, more than 3.5 million reports and social media posts featured the CIIE.
* With its own intellectual property protection service team, the CIIE ensures every participant’s IP is well-protected.
* Participants are given exclusive insight into how they can leverage preferential policies that make doing business in China easier, including preferential tax policies for the retention and purchase of imported exhibits.
* Participants can connect with new business partners, customers, suppliers, and more importantly, government departments of all levels in China via a complete communication platform featuring over 100 forums, seminars and policy-interpretation meetings.
Registration for the Business Exhibition of the 4th CIIE is now open.
Visit the official website or send email to ciie2021@ciie.org to register.

The Expanding Role of Flow Measurement in Healthcare
Contacted by IEN Europe, Neil Hannay, Senior Development Engineer at Titan Enterprises explains us what are the main challenges of metering fluid flow in Healthcare applications
Test & Measurement

With over 40 years’ experience in liquid flow meter innovation - Titan Enterprises Ltd are a UK-based manufacturer of high-performance solutions such as the Atrato ultrasonic flow meter, Oval Gear flow meters and the low flow Turbine flow meters and instrument range. The company’s knowledgeable team of engineers can offer either an off-the-shelf meter or fully bespoke flow system designed for a particular application, whether it is a low-cost OEM solution or a specialist flowmeter in exotic materials. Neil Hannay is a Senior Development Engineer at Titan Enterprises. He joined the company just over two years ago to manage the development of new flow measuring systems. His previous experience over the last 25 years includes project managing industrial research and development, focusing on process devices and processes for gas and liquid systems for the oil and gas, chemical, food, water and pharmaceutical sectors.
IEN Europe: What flow applications are Titan bringing to the Healthcare sector?
Neil Hannay: The healthcare sector relies on technical advancements and Titan has been involved with some exciting and innovative projects working with medical partners. Combining both off-the-shelf and custom flow technology, Titan develops and supplies flow devices for multiple medical applications including laboratory measurement, cleaning and sterilization systems. Predominantly these applications are for water-based fluids which do not come in to direct contact with the patient.
Titan has also been involved with systems that have a more specialized application such as monitoring dialysis, IV injection and measuring plasma flow for organ blood pumping systems. One particularly interesting application was working with a pioneering medical partner to enhance a scalp cooling system for patient chemotherapy treatment integrating Titan’s 800-Series turbine flowmeters.
IEN Europe: What are the main challenges of metering fluid flow in Healthcare applications?
N. Hannay: For non-contact fluids, turbine and ultrasonic flowmeters that allow clean, robust and accurate flow measures tend to be the devices used, conforming to standard industrial requirements. Turbines are effective for the water applications where moving parts are allowable and cost is an important factor for the OEM customer. Monitoring more complex biological fluids, ultrasonic devices are the preferred method. With a clean bore and no moving parts, these devices reduce both biological and physical contamination risks, as well as allow for easy cleaning.
Meters used for measuring fluids in direct contact with a patient, such as an IV, must be a disposable device to prevent cross contamination. We work closely with our medical partners to create specialist designs, including such disposable systems where a low cost component is made as a disposable element, and a high cost system surrounds it to maintain the required accuracy.
IEN Europe: What characteristics of your ultrasonic flowmeters make them particularly suitable for medical applications?
N. Hannay: Our Atrato and Metraflow ultrasonic devices are our most accurate flowmeters, as well as being clean bore with no moving parts. These provide accurate flow measurement whilst reducing any chance of fluid contamination or system blockage. The Atrato devices come with options of materials and piping configurations with 1% accuracy down to 2ml per minute and up to 20l per minute, so offer great versatility for a variety of medical applications. The Metraflow is more specialized with a single unbroken inert PFA tube being the measurement device. This ensures excellent compatibility with high purity chemicals and no regions to harbor potential biological growth or contamination.
IEN Europe: What healthcare applications could benefit from precise measurement of fluid flows in the future?
N. Hannay: Drug production, administration and control are certainly applications that can benefit from our accurate flow measurement capabilities with the Ultrasonic range. Being able to accurately measure down to 2ml per minute and developing bespoke devices for integration into complex systems enables us to work with medical partners on innovative projects. Applications for ancillary medical device processes, cleaning systems and cooling systems for physical therapy offer realistic development opportunities. We are currently extending our range of the ultralow flow measurement to below 2ml per minute, which could be utilized in micro-flow applications where, for example, flow rate through a pump dispensing system can be accurately monitored, rather than simply assumed.
Another interesting application is for measuring the flow of blood or simulated blood being pumped as it would be in the human body. This raises some challenging issues to overcome, including non-intrusive measurement and coping with the pulsation of flow. We will continue to advance our R&D with our medical partners to help them find solutions to ever evolving healthcare needs.
IEN Europe: What technical developments do you foresee for flowmeters to enable them to fulfil their potential in medical applications?
N. Hannay: With electronics becoming faster and cheaper there is scope to produce more accurate and bespoke systems at an affordable price. This in turn allows for more sophisticated medical devices to be developed that a few years ago would not have been practical or cost-effective. Titan is continuously developing its capabilities with much of our R&D focus on our ultrasonic meters to increase the range we currently offer. Ultimately, we see the mechanical devices being replaced by the ultrasonic meters with their capability to accurately detect lower flow rates. We are currently working on expanding the flow range for industrial applications where very small leak detection is a key priority. This same development work will also have an important application in the medical industry sector.
Anis Zenadji
The Factory of the Future: 5 Trends for Industry 4.0
An application story by Philipp H. F. Wallner, Industry Manager – Industrial Automation & Machinery, MathWorks
Artificial Intelligence, Automation, Industry 4.0

The world has changed significantly since I wrote about trends for 2020, one year ago. But while our personal and professional lives have experienced a massive twist, the pandemic and its associated impacts have been more an accelerator for these trends rather than changing them. Digitalization has become more important than ever before, ways of making flexible production systems more autonomous and allowing engineers to validate the behavior of the equipment through simulation rather than onsite commissioning are indispensable today – and will remain so as part of the “current normal”. Here are five trends that will accompany us over the coming years.
1. AI projects becoming economically successful
While Artificial Intelligence (AI) has already found its way into our private lives, whether through smart phones, intelligent fitness trackers or smart assistants, the manufacturing industry has just started to seriously consider AI integration. The production line of the future, though, will rely heavily on AI for health monitoring and predictive maintenance services, visual inspection systems and optimization of manufacturing processes. AI techniques will lead the way towards the vision of a fully automated factory that flexibly manufactures goods in small batches – all the way to “sample size one” production. In 2021 and beyond, we will see more and more AI enabled applications that are not only technologically interesting but also economically relevant. And eventually, AI will allow for flexible and powerful machine software that would not have been possible with standard ways of programming.
2. Machine functionality being validated in the digital world
Growing complexity of machine software as well as the ongoing modularization of modern production equipment has led to more and more simulation upfront. The fact that international travel for commissioning or service have significantly reduced or in some cases halted these days reinforces this trend. Functional tests of the production equipment of the future will be performed using comprehensive models for simulation and virtual commissioning. The factory of the future will be built twice – first virtually, then physically. Digital representations of production machines continuously fed with live data from the field will be used for health monitoring throughout the entire lifetime of the equipment and will eventually make onsite missions be an exception.
3. Further fusion of shop floor and office floor
With modularized machines being interconnected through standardized protocols like OPC UA TSN and fixed cable connections being replaced with wireless protocols like 5G, we will also see a transformation on the office floor. Programs running on industrial controllers, edge devices and cloud systems will work even more tightly with apps and dashboards, and eventually lead to a fusion of the shop floor and the office floor. Increasingly powerful hardware systems will not only enable complex AI algorithms running on the production equipment but also induce a new level of human machine interaction through automated processing of text data and through natural language processing, widely established in the consumer industry with smart voice assistants.
4. Robots and autonomous systems automating production and material handling
Flexible production in the factory of the future will require robots and autonomous handling systems to adapt faster to changing requirements. While classic programming and teaching of robots is not suitable for preparing the system to handle the huge and fast-growing number of different goods, future handling equipment will automatically learn through reinforcement learning and other AI techniques. The prerequisites – massive calculation power and huge amounts of data – have been established over the past years.
5. More opportunities for engineers with “domain+” skills
While 2020 has shown us how important digitalization is for the manufacturing industry, the coming years will reveal who is ready for the factory of the future and who is not. Companies that will successfully embrace the challenges and opportunities of a more digital and virtual world will do so with teams of engineers with “domain+” skills i.e., those who are able to combine domain knowledge with (+) expertise in technology and tools from companies like MathWorks. Therefore, companies building and operating industrial equipment need to change their job postings and hire engineers with a completely different profile to be ready for a future in which Industry 4.0 is just the beginning.
Philipp H. F. Wallner, Industry Manager – Industrial Automation & Machinery, MathWorks
Lidar-based Atmospheric Measurement Ceilometer for Atmospheric, Cloud Height, and Mixing Layer Data with Depolarization
With the launch of Ceilometer CL61, Vaisala aims to redefine cloud measurement, offering one of the most comprehensive insights in the industry
Test & Measurement

As a global leader in weather, environmental, and industrial measurement, Vaisala announced the launch of their Vaisala Lidar Ceilometer CL61, a lidar-based ceilometer which improves standard ceilometer reporting by leveraging depolarization technology, delivering more refined and accurate data for greater situational awareness.
“With today’s constantly changing climate, meteorological organizations, environmental protection agencies, and airports need greater ceilometer performance to enable more accurate weather modeling,” explained Samuli Hänninen, VP, Products and Technologies, Weather and Environment, Vaisala. “Our state-of-the-art ceilometer breaks through the ceiling in this meteorological technology to deliver high-quality profiling data that provides the insights needed to improve numerical weather prediction (NWP) models, understand icing conditions, and track particles such as smoke, volcanic ash, or sand plumes.”
Improved understanding of atmospheric conditions
CL61 leverages Vaisala’s weather intelligence technologies. Even in the toughest weather conditions, it is made to provide uninterrupted, comprehensive, round-the-clock profiling data for improved understanding of atmospheric conditions. The data provided by the instrument can be used to correct air quality modeling, provide data verification, and enable nowcasting for safer air travel and operations. CL61 also features enhanced single-lens optics, significantly improving signal-to-noise ratio, to provide high-resolution backscatter profiles — all in a cost-efficient design.
New benefits of the Vaisala Lidar Ceilometer CL61:
• More refined profiling data for deeper insights — The depolarization measurement capabilities enable accurate liquid/frozen differentiation, detection of dust, sand, and volcanic ash layers, and the ability to make short-term forecasts of precipitation.
• Operative 24/7 in all weather and locations — Scientific research-grade instruments have limitations on conditions (e.g., they typically can only be used when it is not raining), but CL61 is operative 24/7 in all weather, providing constant data availability regardless of prevailing weather conditions, and fills coverage gaps in urban areas.
• Volcanic ash detection — CL61’s depolarization measurement provides data enabling the detection of volcanic ash eruptions, which can have significant effects on communities and their economies.
• Single-lens technology — Leveraging proven single-lens optics, CL61 can exclusively and reliably detect low-altitude phenomena, such as clouds and shallow aerosol layers.
• Cost-efficient pricing — With functionality previously only available in scientific research-grade ceilometers, CL61 is significantly more affordable than devices delivering similar data.
• Easy to install and maintain — Using common data formats for easy integration with existing networks, CL61 installs from box to operation in just one hour. Plus, with no consumables and no field calibration required, CL61 is virtually maintenance-free, minimizing the lifetime cost of ownership.
Johanna Lentonen, Director, Weather Instruments, Weather and Environment, Vaisala concluded: “Today’s meteorological networks need to provide more detailed, accurate, and reliable atmospheric data and insights than ever before. The flexible and cost-effective CL61 was designed with these requirements in mind to empower decision-makers in weather, aviation, air quality management, and research institutes to integrate the device into existing networks and establish new networks as well as measurement campaigns.”
Ultrasonic Sensors with IO-Link Interface
Robust connection and versatile ultrasound measurement for Industry 4.0
Automation, Industry 4.0, Sensor Technology, Test & Measurement

Flexibility, comprehensive functionality and futureproof data transfer options are among the top requirements for sensors in IIoT and Industry 4.0 environments. Pepperl+Fuchs’ new UC18GS series of ultrasonic sensors with an IO-Link interface meets them by relying on proven and robust technology combined with up-to-date features. The devices can be used in process automation as well as in manufacturing applications. The same sensor can be comfortably configured to perform highly diverse tasks by using push buttons, an IrDA interface or IO-Link (DTM/Pactware).
Ultrasonic sensors are extremely robust by default. They reliably detect all kinds of materials without being irritated by the optical properties of their surfaces. Dust, fog and pollution don’t compromise the measurement, the sensor cleans itself through vibration. Its physical principle—the propagation of sound—works, with very few exceptions, in practically any environment and even under toughest conditions. This enables ultrasonic sensors to solve complex tasks involving object detection or level measurement with millimetre precision.
Ultrasound with options
In the new UC18GS series the underlying features of ultrasonic measurement are combined with a broad range of options for configuration and data transfer. For example, the beam width on an UC18GS ultrasonic sensor can be easily adjusted to accommodate different container shapes in a level measurement application or varying targets in object detection. The sound beam of the sensor can be adjusted without loss of range. The dead band is small, at 30mm for the 500mm-range sensor and 70mm for the 1000mm range.
Convenient programming and parameterization of the device can be performed with the traditional on-board pushbuttons but it can also be done without physical access to the sensor via IO-Link or infrared IrDA interfaces. The IrDA interface allows live data access in running applications for maintenance or analysis purposes. Using the IO-Link or the IrDA interface, the sensor can be comprehensively configured via DTM/PACTware.
The IO-Link interface also opens the way for bidirectional intelligent communication with the device and a seamless integration into Industry 4.0 applications. An internationally standardised, cross-vendor open interface, IO-Link is standardized according to IEC 61131-9 and is compatible with any fieldbus on the market. IO-Link sensors can be configured via the control system, making commissioning simple and allowing for quick recipe changes without extended downtime. Even complete individualization—batch size 1 production—becomes possible.
Level measurement with disturbance suppression
The device’s configuration options offer, among others, one major advantage for the level measurement of liquids and free-flowing solids in containers and tanks: disturbance variables such as support struts, ladders or other objects reaching into the measuring field can be suppressed by software (PACTware). At the same time, the ultrasonic sensor reliably detects solid and liquid media, regardless of their physical properties or irregular surfaces. The device features a protection degree of IP67, ensuring that the measurement is not disturbed by harsh conditions in an industrial environment or in the interior of a tank.
Thanks to the space-saving design of the UC18GS devices, a small opening in the tank cap is sufficient for installation. The diameter of the cone-shaped sound beam can be adjusted for the target surfaces which it strikes over a wide area. In the case of irregular or moving surfaces, the sensor determines an average value and thus indicates the actual level instead of a potentially distorted punctual value. The level is precisely detected even in the suppressed area.
Synchronized object detection
Filling lines in the beverage industry give a good example for the challenges of object detection. Typically, they operate at high throughput rates and a high level of automation. On their way to the packaging station, the filled containers (bottles, cans etc.) pass through bottle aisles. At the final position, their presence in each aisle is monitored separately. Only when each bottle has reached in the correct position will the infeed be activated via a robot arm. In the machines, several aisles are usually arranged next to each other, so a correspondingly large number of sensors work in parallel in a confined space.
The sensors must reliably and accurately detect the presence of the containers at the end positions, at high machine speeds and with constant vibration. The containers can be made of different materials (glass, plastic, ceramic); their colours vary; they can be transparent or have reflective surfaces. In this application too, there is only little space for the sensors, and they must not interfere with each other’s detection.
The UC18GS series ultrasonic sensors reliably detect the presence of the targets in the end positions. As their sound beam hits the surface of the container over a relatively wide area, reliable detection is ensured even with varying contours and position deviations. When several devices are mounted close to each other, they will automatically synchronize their sound signals and avoid interfering. Up to ten sensors can be connected via their synchronization input. Sensor synchronization takes place automatically and without parameterization.
The device’s qualities are backed up by Pepperl+Fuchs’ extensive competence in ultrasound technology. The sensors are developed and manufactured in a specialised technology centre in Germany. Over more than 30 years, this unit has built the broadest ultrasound sensor portfolio in the industry, supported by numerous patents and innovations as well as application know-how in practically all industries. The centre’s infrastructure allows to offer customised products with great flexibility and speed. A broad range of accessories provides the modules for customized integration in tough installation conditions, for special applications, custom programming and coordinated connection technology.
Till Hoffmeyer-Zlotnik, Pepperl+Fuchs
New Generation of Optical Kit Encoders
Lika Electronic's AMM31 starts a new generation of optical kit encoders. Its very distinctive features are notably its large through hollow shaft, the simple mounting and the wide selection of incremental and absolute interfaces.
Vision & Identification

Lika Electronic's AMM31 starts a new generation of optical kit encoders. Its very distinctive features are notably its large through hollow shaft, the simple mounting and the wide selection of incremental and absolute interfaces.
AMM31 is frameless and has a compact, light-weight and bearingless design. The external diameter is shrunk down in size to 31 mm / 1.22” and the through hollow shaft is up to 10 mm / 0.394”
The wide mounting tolerances allow for the simplest installation. It does not need any configuration software.
It offers a broad choice of incremental and absolute interfaces:
• AB0 /AB0 incremental signals, 65,536 PPR;
• UVW signals for commutation, up to 32 pole pairs for BLDC motor control;
• 1Vpp Sine/Cosine signals for speed feedback;
• SSI, BiSS, SPI interfaces.
Absolute versions provide a singleturn resolution up to 23 bits and 65,536 revolutions. AMM31 is ideally suited for integration into motors, robotic joints, surgical and diagnostic robots, confined space and weight-sensitive applications.
High-Quality Compressed Air Serves Traditional Winery
ELGI’s AB series support the sustainable production of premium organic wine in the Languedoc region at a low lifecycle cost
Hydraulics & Pneumatics, Industrial Equipment & Supplies

ELGi Compressors Europe, a subsidiary of ELGi Equipments Limited, a worldwide player in the air compressor manufacturers installed its the second AB ‘Always Better’ Series oil-free screw air compressor at Château Ollieux Romanis, a long-standing producer of premium organic wine, in the French Languedoc region.
LOWER LIFE-CYCLE AND MAINTENANCE COST, HIGHER RELIABILITY
The efficient rotors are best in class performance and optimal system configuration in single-stage operation. In addition to that life duration and performance of the compressor are enhanced due to fewer moving parts at low operating speeds.
“The AB series is built around a single stage water-injected screw element, with an inbuilt microbial inhibition and water replenishment system.The units are designed to run at low speeds and can operate at high ambient temperatures.” said Nils Blanchard, Representative of ELGi Compressors Europe.
With a low lifecycle cost, high reliability, consistent air quality, and better return on investment, the ELGi AB Series delivers unmatched air quality in line with the ISO8573-1 plus ISO8573-7 compliance norms ensuring zero traces of microbial contaminants.
Class “O” certified oil-free air solution
A no-compromise oil-free air solution. With the IS:10500:2012 certification for condensate water quality, the AB series also guarantees the safest compressed air for sensitive industry applications.
“The oil-free air guarantees oil-free nitrogen that we use during the blanketing process. Blanketing with oil-and micro-biologicallyfree nitrogen safeguards the wine from getting contaminated, and avoids variations intaste or colour, while ensuring the desired shelf life. " Pierre Bories, Owner of the Château Ollieux Romanis winery. "The AB series ensures oil-free air of the highest quality, in line with our mission to produce high quality, sustainable wine. Today we’re delighted to be expanding the system’s capacity by adding a second AB Series unit.”
Wine has been produced on the lands around Château Ollieux Romanis since the 11th century and in the late 1990s, the family-owned vineyard began implementing organic production methods.
Pneumatic Clamps for Robotics and Automation
Elesa partners up with Misati for its high-performance pneumatic clamps for applications in work holding, or transport of assemblies in manufacturing operations
Automation

Elesa partners up with Misati for its high-performance pneumatic clamps for applications in work holding, or transport of assemblies in manufacturing operations.
For Robotics and Automation
Their ease of installation and setup, robustness as well as fast and reliable operation supported by simple power and control connections make them the right fit for robotic use. This easy installation with high quality design and manufacture is derived from wide experience of the industry and means that customers can quickly connect and go.
“The strong clamping action of the Misati range features mechanical interlock at closure with an integral non reversible ramp mechanism which takes over when the jaws are closed, this ensures that peak loads are directly transferred to the body structure of the clamp and not reliant on the pneumatic pressure.” commented Nigel Pritchett, Elesa’s MD in the UK.
Areas of application
Pneumatic clamps are destined for various industrial applications such as punching, welding, fastening/assembly and painting, with modular accessories that are convenient and readily interchangeable. These make fitting and adjustment straightforward, including gripper fingers for sheets or delicate materials, plus irregular shapes, hollow objects/tubes - also visually indicating open/closed/ready sensors.
The choice of cylinders and matching accessories suit engineering industries such as automotive, rail, special vehicles, electronics and plastics production. They also work well in the wider fields of food processing, building construction, furniture manufacture, agriculture, chemical processing and pharmaceutical production as well as the medical industries and similar.
Key features
Misati pneumatic cylinders feature a double acting operation in diameters of 20mm, 32mm, 40mm and 50mm with three arm configurations dependent on the clamping arrangement required. The range is defined by high holding force, small size and reduced air consumption, plus a 7 year/20 Million cycle guarantee.
Organic Thermoplastic in the World of Plastic
For over 60 years, Bülte has catered to the needs for plastic protection and fasteners in varied industries. Established in Germany, England, and France, family-owned company with international reach
Industrial Equipment & Supplies

For over 60 years, Bülte has catered to the needs for plastic protection and fasteners in varied industries. Established in Germany, England, and France, family-owned company with international reach announced a new series of products based on organic thermoplastic polymer used in engineering applications, PEEK.
Heat-resistant and robust but lightweight
Considered as one of the top-of-the-range plastics, PEEK is a thermoplastic with excellent mechanical and chemical resistance properties that are retained to high temperatures (oils, hydrocarbures). Because of its robustness, it is used in particular to build items used in demanding applications, including bearings, piston parts, pumps, compressor plate valves and electrical cable insulation. Due to its low flammability (UL 94), it is one of the few plastics compatible with ultra-high vacuum applications, which makes it suitable for many types of industries. PEEK is also considered an advanced biomaterial relevant for medical implants. Lastly, being inferior in density compared to metal makes it an excellent substitute in cases where weight is a limiting factor in the final product.
Fit for high-tech industries
Thanks to the combination of all these properties, PEEK is a material of choice in the manufacture of technical and/or electrical parts.The PEEK is particularly adapted and recommended for use in the following high-tech industries: Energy (Oil, Nuclear), Medical & Pharmaceutical (replacing glass, stainless steel or other metals), Chemical, Automotive (manufacturing of steering elements, clutch or brake components, etc.), Electronic industry (insulators, connectors and supports).
Available at Bülte in “PEEK” Material
- Washers ˜ DIN 125 / EN ISO 7089 / DIN 34815 from M4 to M12
- Hex socket head screws ˜ DIN 912 from M4 to M12 (lengths 10 to 70mm)
- Hex head screws ˜ DIN 933 from M4 to M12 (lengths 10 to 60mm)
- Hex nuts ISO 4032 from M4 to M12
Image Processing Software with Ethernet/IP Interface
The uniVision configurable standard software for two- and three-dimensional image processing has been enhanced with new features for quick and easy integration of Smart Cameras and control units.
Automation, Vision & Identification

Wenglor released the 2.3 version of its uniVision software for two- and three-dimensional image processing. This latest release allows quick and easy integration of Smart Cameras and control units in EtherNet/IP™ controls via the EtherNet/IP™ interface. One of the key features is the new overlays in the web-based visualization of results.
EtherNet/IP™, the open Industrial Ethernet standard developed by the ODVA (Open DeviceNet Vendor Association), is now integrated as an interface in wenglor’s Smart Cameras and control units. Together with the PROFINET interface, which can also be used in combination with these products, it is the most commonly used industrial protocol in the world. According to a HMS study (HMS Industrial Networks GmbH, market shares in industrial networks 2020), both Industrial Ethernet representatives are the market leaders in 2020 with 17 percent each. “This allows us to make our hardware and software technologies available to even more users,” says wenglor product manager Martin Knittel. “We expect even greater access to the North American market in particular, which works predominantly with this technology. Real-time capable protocols are still on the rise – we want to help shape this trend.”
A broad choice of Interfaces for Barrier-Free Image Processing
Results of image and profile evaluations, such as measured values, detected patterns or codes, can be transmitted from the Smart Camera or control unit to the control in real time with this interface. However, it is also possible to send trigger or project load commands and, for example, transmit a match code from the control to uniVision products. This makes seamless communication between the sensor, software and control easier. In addition to the two PROFINET and EtherNet/IP™ real-time protocols, process data can still be output via digital IOs, TCP/IP or UDP.
New Overlays for Web-Based Visualization
Web-based visualization allows the results to be displayed on any device in the browser. This gives users a clear overview of all relevant results – without the need for complex programming knowledge. Until now, users were only able to display points and lines within the image or profile. The new update also offers the option of displaying circles, arcs and coordinate systems as overlays. “This increases the scope of visualization functions even further – and makes it even easier for users to monitor all results at a glance,” says Knittel.
uniVision: The All-in-One Software
The parameterizable uniVision standard software is used to analyze images and height profiles in the field of industrial image processing. Two- and three-dimensional data from Smart Cameras, vision systems and control units with 2D/3D profile sensors can also be evaluated. The software is intuitive and clearly structured like a toolbox. Up to 25 different software modules are available to users in total (e.g. measurement, threshold value, cluster, OCR, pattern matching, tracking etc.), as well as different templates (e.g. to read 1D codes, check presence, detect patterns or to detect colors), depending on the hardware selected.
For Video Surveillance by Design
ICP Deutschland bring the SurveiPC onto the market and creates a new series of Ready-to-Use systems, which are predestined for use in the field of video surveillance.The basis of SurveiPC is the modular embedded system MX1-1
Artificial Intelligence, Vision & Identification

ICP Deutschland brings the SurveiPC onto the market and creates a new series of Ready-to-Use systems, which are predestined for use in the field of video surveillance.
The basis of SurveiPC is the modular embedded system MX1-10FEP-D, which is approved for the use of the milestone video management software XProtect® in addition to the "NGC Ready" classification. The systems are equipped either with powerful XEON® or with Core ITM processors from Intel®. 32GB DDR4 RAM with a clock speed of 2666MHz and a 256GB industrial 3D-NAND TLC SSD are standard in the SurveiPCs.
Furthermore the basic system offers remote power ON/OFF and remote reset, one Intel i219-LM and one i210-IT GbE LAN port, four USB 3.1, two USB 3.0, two USB 2.0, PS/2, two RS- 232/422/485 interfaces and two SIM card holders. In addition, the versatile expansion options allow the system to be further upgraded. Up to 12 LAN ports, or 10 PoE connections, 10 serial interfaces and 16 digital inputs/outputs can be realized with the modular system. The SurveiPC comes standard with an M.2 VPU accelerator card, which is designed for video-based analysis based on artificial intelligence.
The Intel® Open Source Toolkit "Open Visual Inference Neural Network Optimization" (OpenVINO™) is pre-installed and enables CNN (convolutional neural network) based pre-trained models to be used at the edge with little effort. By combining the modular hardware with Milestone's XProtect® video management software, which can be upgraded with additional functions as needed, system integrators can set up secure, reliable and individually adaptable video management systems.
The SurveiPC series from ICP Germany can be customized with other storage media, VPU accelerator cards or high-end graphics cards.
Simplified Centralised Management of Edge-based Infrastructure
Stratus Technologies announced enhancements to its ztC Edge Computing platform
Automation

Stratus Technologies, a global player in simplified, protected, autonomous Edge Computing platforms, released the Stratus Redundant Linux (SRL) version 2.2 and offers a preview of a new, comprehensive edge systems management solution, ztC™ Advisor. These enhancements enable optimal infrastructure performance, utilisation, and faster time-to-value to ensure simple, protected, and autonomous business operations.
Stratus Redundant Linux (SRL) version 2.2
Stratus Redundant Linux 2.2, ztC Edge’s core operating system, features an enhanced application interface, REST API, that provides more information via the web about ztC Edge’s virtual machines (VMs) and their current state. This capability allows teams to remotely optimise infrastructure performance and utilisation. SRL 2.2 also includes additional software and security updates.
ztC Advisor: Comprehensive Remote Systems Management
With ztC Advisor, Stratus introduces a new edge systems management solution to simplify centralised monitoring and management of a customer’s entire ztC Edge computing infrastructure. The new solution offers a secure web-based portal that anyone in operations or IT can use to quickly and easily view the health and utilisation of their entire ztC Edge inventory, remotely triage issues, improve productivity, and mitigate risk.
Preview of ztC Advisor’s first features:
• A comprehensive asset management overview of all ztC Edge platforms owned by a customer.
• A centralised dashboard view of individual system status and resource utilisation presented in real-time.
• User-defined groups for customers to assign individual systems to groups and use the ztC Advisor dashboard’s built-in sorting and filtering functions.
• Secure-push technology between ztC Advisor and ztC Edge. ztC Advisor minimises cyber-security risk by limiting data transfer.
• Integration with Stratus Service Portal and ztC Edge platforms.
5G New Radio Router and Edge Computing Gateway for Massive IoT and eMBB
Advantech launched its ICR-4453 Ultra-High-Speed 5G NR (New Radio) Router with a focus on the global market
Automation, Industry 4.0

Advantech, an important player for embedded and automation solution platforms for IoT systems integrators,introduced its ICR-4453 Router. The 5G “gigabit” speed, provides low latency and guaranteed quality (SLA) of connectivity and is a real step forward to massive IoT and enhanced mobile broadband (eMBB) applications.
Remote configuration, management and diagnostics
The new router platform “v4” provides intelligence at the network edge with an extremely powerful Cortex A72 CPU at 1400 MHz, 4 GB eMMC memory, 4 MB flash memory, and 1024 MB RAM. The focus on high security is underlined with the use of Secure Boot, TPM 2.0, and a tamper button that ensure safe use in critical infrastructure systems.
The ICR-4453 is powered by the Conel OS Linux operating system that provides a wide range of enhanced networking features. A secure Web interface allows users to configure and manage routers from remote locations. The router supports multiple configuration profiles, automatic firmware updates, etc. The router can be used as a powerful EDGE computing gateway due to the ability to customise its software. Users may insert Linux scripts and add new features using additional applications called Router Apps (User Modules).
For what usage and where
The ICR-4453 is designed and manufactured for use in harsh environmental conditions and has a wide operating temperature range from -40 to +75 °C, input voltage range from 9-48 VDC, is equipped with sleep mode for reducing energy consumption and is packaged in a robust metal casing for wall mounting, with an optional DIN-Rail mount.
Target markets include high data demand applications such as mobile internet access, CCTV cameras and security systems, industrial systems and utilities, medical, retail, AV systems traffic management and primary and back-up internet services. The router supports fallback via LTE (LTE-A Pro) and 3G networks for areas with underdeveloped 5G coverage.
Low-flow Rate Double Syringe Pump
Thanks to a technical innovation, it is made possible to drive two separate syringes simultaneously
Hydraulics & Pneumatics, Industrial Equipment & Supplies

For the pulsation-free delivery of small volumes of liquids, syringe pumps have been very successful in atomic spectroscopy, the chemical industry or research, as well as in medical technology. In a previous publication, Spetec was able to show that syringe pumps are excellently suited in atomic spectroscopy for the analysis of cell suspensions or nanoparticle suspensions in order to reduce memory effects or blank values. In medical technology, syringe pumps are indispensable for dosing liquid infusions. For long-term applications, there used to be the handicap that the syringes had to be replaced manually for applications that were to run with the same liquid over a long period of time.
Thanks to a technical innovation, Spetec GmbH has now succeeded in developing a double syringe pump that no longer has this disadvantage. A simple spindle with offset power transmission to the syringe pushers, driven by a stepper motor, makes it possible to drive two separate syringes simultaneously. While the first syringe is being emptied, the second syringe can be completely filled in the meantime. Without the need to change the syringes, the second syringe can be filled in again.
A simple spindle with staggered power transmission to the syringe pushers, driven by a stepper motor, enables the simultaneous drive of two separate syringes
Even large delivery volumes can be delivered constantly over long periods of time pulsation-free, without the need to constantly change syringes manually. On the upper support plate, the two heads of the syringe holders are shown with the spindle slot underneath. A quick release device facilitates a fast exchange of both syringes.
Ready-made syringes (made of polypropylene - PP) with 5ml, 20ml and 50 (PP) ml can be used, but the holder of each syringe also allows the use of custom-made syringes with an outer diameter of 9 to 34 mm. For each syringe, the flow rates can be varied over a range of 6 orders of magnitude using the software supplied (alternatively directly with the Lab View software). Depending on the syringe volume, flow rates from 0.03 nL/s up to 760 µL/s can be easily set. Several double syringe modules (up to 6 in a combi bank) can be controlled individually via the control software. A screenshot of the set-up menu is shown in figure 2.
All variables of the dual syringe pump can be programmed individually, from a single injection to continuous delivery, so that a very wide range of applications can be covered, depending on the choice of syringe. The double syringe pump is ideal for such applications in medical technology, analytics, research and the chemical industry where the smallest volumes of liquid have to be dosed very precisely over long periods of time pulsation-free at extremely low flow rates.
Hardened Virtualization Hardware with Small Form Factor Devices and Industrial Touch Panels
OnLogic has expanded its line of IGEL ready ruggedized industrial thin clients
Automation, Industry 4.0

OnLogic announced by provider of the next-gen edge OS for cloud workspaces IGEL earlier this year, the expansion of their line of IGEL ready industrial thin client hardware. The new hardened virtualization hardware includes small form factor devices and industrial touch panels, combining OnLogic's reliability with the wide range of capabilities provided by IGEL's edge OS.
Built for distributed computing, virtualization and thin client applications in challenging environments, OnLogic’s newly expanded line of ruggedized small form factor thin client devices and touch screen terminals is intended for distributed computing in manufacturing, automation and energy management applications.
"OnLogic has expanded the software options available to our users to include one of the leaders in the secure delivery of virtualized apps, desktops, and cloud workspaces to endpoint devices"
OnLogic industrial-grade computing systems are ultra compact, fanless and pack robust connectivity into a tiny footprint. As part of the IGEL Ready program, OnLogic customers are now able to leverage pre-imaged IGEL software right out of the box. This partnership allows for increased customization on top of OnLogic's existing suite of extensive configuration options. The OnLogic IGEL Ready line currently includes a variety of hardened thin client devices ready for deployment. Additional systems offering new processing options and capabilities will arrive in the first quarter of 2021.
“OnLogic’s partnership with IGEL builds on our commitment to offer our customers in the IoT and industrial spaces easy access to the technologies they need to be successful,” said Carolyn Swan, Head of Strategic Partnerships at OnLogic. “As part of the IGEL Ready ecosystem, OnLogic has expanded the software options available to our users to include one of the leaders in the secure delivery of virtualized apps, desktops, and cloud workspaces to endpoint devices. This will provide our users with the essential tools and capabilities needed to build industry-leading distributed computing solutions, save time and money, and ensure applications and information are delivered effectively. Users who previously had limited hardware options due to challenging environmental conditions are now free to explore virtualized desktop infrastructure options thanks to this new relationship between OnLogic and IGEL.”
Key Benefits of OnLogic hardware with IGEL
IGEL’s Linux-based operating system, coupled with a scalable and easy to use management platform, allows users simple, secure access to cloud workspaces. This type of virtualized computing enables centralized management of applications, permissions and updates. OnLogic IGEL Ready hardware enhances the advantages of distributed computing by pairing the IGEL Edge OS with OnLogic thin client endpoints designed to resist damage due to extreme temperatures, airborne contaminants, vibration or impact forces. When integrated on OnLogic hardware, the IGEL platform is better equipped to function in harsh environments like manufacturing facilities or utility-scale wind farms.
Upgrade of LVDT Position Sensors with Loop-Powered 4-20mA Output
NewTek Sensor Solutions developed loop-powered 4 – 20 mA outputs on its custom LVDTS
Industry 4.0, Sensor Technology

NewTek Sensor Solutions now offers loop-powered 4 – 20 mA outputs on its free core, spring-loaded, hermetically sealed and custom LVDTs in providing a robust measurement signal for integration into a variety of PLCs, digital indicators, computer-based data processors and QC data collection systems. The 4-20mA Position Sensors can be used for industrial monitoring and feedback applications such as liquid level measurement, robotic automation, manufacturing processes and other industrial automation controls.
Key performances
The 4-20mA current is less sensitive to background noise and reduces voltage drops in analog voltage signals. As a result, users can run longer cable runs, such as those required in subsea applications, without the effects of EMO or noise on the signal. With the frictionless operation and better performance associated with LVDT technology, the 4-20 mA Displacement Sensors offers high resolutions with a standard 0.25% and optional 0.1% maximum non-linearity.
Robustness in all applications
Constructed of TIG welded stainless steel, these DC-operated Linear Position Sensors operate in hostile environments while the loop wiring connects to instrumentation remotely positioned in benign locations. Hermetically-sealed versions of 4-20 mA LVDTs are capable of withstanding dirt, water, steam and other harsh elements.
NewTek 4-20mA output sensors are designed with built-in surge and polarity protection to guard against voltage spikes and hookup errors. The domestic sensor manufacturer also customizes its 4-20mA Position Sensors with high stroke to length ratios, corrosion-resistant materials, extreme temperature parameters, custom signal conditioning and more to meet the requirements of nearly every application.
Digital Ecosystem Through Machine Data & Digitalized Service Process
A network of industrial IoT for innovative business models
Industry 4.0

In the industrial environment, data-driven business models are increasingly replacing the centered view of the product. This requires new ways of thinking and innovative, intelligent solutions based on transparency and new ways of collaboration. The digital ecosystem of KEB Automation forms a network of “Industrial IoT” with a cloud connection in combination with a digital platform that grants access to data and information. One significant use case in this context is operational excellence in service and maintenance. Operator models for machines and plants require maintenance concepts not only for the implementation of classic maintenance intervals and tasks.
An enabler of cross-company scalability of service
Rather, a combination of different knowledge sources – such as customer production plans, actual usage and sensor measurements of operation and wear – is necessary. KEB’s databased services focus on high customer benefit and solution orientation along the entire value chain. For example, the provision of digitized service knowledge on a platform is intended to enable cross-company scalability of service as well as building the basis for digital service offerings to end-customers.
Modular Principle Enhanced with Double-cardanic Coupling Variant
Flender extends its N-Eupex modular principle, increasing both the performance and the bore capacity of the N-Eupex series
Hydraulics & Pneumatics, Motors & Drives

In order to increase the performance and bore capacity of the N-Eupex coupling series, Flender introduced a new type consisting of a double-cardanic N-Eupex DK. This new release connects the shaft ends of the drive and driven machine via two elastomer joints instead of only one joint, which may occur with other types. The introduction of the second elastomer joint enhances the damping properties of the coupling and results in a lower torsional stiffness. This helps reduce vibrations, and the adjacent machine components are less stressed. Besides, the possible radial offset is increased more than fourfold. The restoring forces are thus reduced by more than half depending on size, offset and installation dimension. The encapsulation of the elastomers ensures a constructive catch protection of the intermediate sleeve.
Thanks to the new split hub assembly and disassembly time are shortened
On the one hand, the N-Eupex DK adds a double-cardanic variant to the already existing short and long construction types. Universally applicable, it is particularly suitable for pump applications. With the introduction of the double-cardanic design, the selection of N-Eupex couplings can be adjusted even more specifically to the respective application.
On the other hand, Flender achieved to increase the performance of the entire NEupex series by approximately 30 percent, and the bore capacity by up to 25 percent. The increased power density was achieved through extensive testing and material optimization. As a result, users benefit from higher torque, increased rotation speed and a change in size. The same performance can now be achieved with a smaller size.
Performance increased by 30% and increased bore capacity by up to 25%
With the so-called G-hub, the N-Eupex DK also receives a new split hub design. The two half shells of the hub are bolted together. When the clamping screws are tightened, the half-shells center themselves over the feather key and position themselves correctly relative to each other. The feather key connection is therefore free of play, while being more service friendliness. The coupled driving and driven machines do not have to be moved during assembly or disassembly of the coupling. As a consequence it halves the time required compared to conventional hub design. The N-Eupex DK is available in ten sizes for torques from 48 Nm to 2,300 Nm. The bore capacity of the hubs is suitable for shaft ends with diameters between 20 and 150 mm. The permissible speed for small diameters is 5,500 rpm, for large diameters 3,000 rpm. The N-Eupex DK can be used at ambient temperatures from -30°C to +80°C. ATEX certified, it is therefore suitable for use in potentially explosive atmospheres.
New ABS Composite Materials with Advanced Properties
MakerBot, a global player in 3D printing and subsidiary of Stratasys Ltd. (Nasdaq: SSYS), annouces that three new Kimya ABS composite materials by ARMOR have been qualified for MakerBot LABS™ for the MakerBot METHOD X® 3D printer. Composites are amongs
Industrial Equipment & Supplies

MakerBot, a global player in 3D printing and subsidiary of Stratasys Ltd. (Nasdaq: SSYS), annouces that three new Kimya ABS composite materials by ARMOR have been qualified for MakerBot LABS™ for the MakerBot METHOD X® 3D printer. Composites are amongst the most in-demand material categories for manufacturing applications due to their enhanced properties compared to unfilled thermoplastics. Parts 3D printed with composite materials can often replace traditionally-manufactured parts and thus doing achieve time and cost savings.
Three new materials in the spotlight
Kimya ABS Kevla is an extremely strong yet lightweight and durable material which is reinforced with aramid fibers that is used for making parts with high strength, abrasion-resistance and dimensional stability. Kimya ABS Kevlar is ideal for jigs, fixtures, tolls, and end use parts, such as robotic end effectors and protective gear.
Kimya ABS-ESD, is a lightweight and rigid ABS material which protects against electrostatic discharges (ESD) and is therefore ideal well-suited for applications such as electronics housings and production fixtures.
Kimya ABS-EC is a new material consisting of ABS that becomes electrically-conductivewith the addition of carbon nanotubes. Its unique properties open up new applications in the automotive and electronics industry, such as touch sensors.
3D printing with the MakerBot METHOD
With its up to 110°C heated chamber and ability to control the speed at which parts cool during the printing process, METHOD can print strong manufacturing-grade parts from advanced engineering materials more successfully than traditional desktop 3D printers. METHOD is able to print a variety of materials, including ABS, PC-ABS, Nylon 12 Carbon Fiber, ASA, and PETG, as well as a host of materials from partners. The platform’s modularity allows users to easily switch between the six different extruders that MakerBot offers for different material groups and applications. Kimya ABS Kevlar, Kimya ABS-ESD, and Kimya ABS-EC are available to print on the METHOD X 3D printer with the new MakerBot LABS GEN 2 Experimental Extruder, the latest edition of the LABS extruder.
Optical Multigas Instrument for Off-gas Methane and CO2 Measurements
Delivers continuous measurement data to help optimize and control the biogas upgrading process
Test & Measurement

Vaisala released the new CARBOCAP® MGP262 multigas instrument as a unique accurate solution to optimize biogas upgrading process in order to increase efficiency and revenue. It is the world’s first in situ instrument that measures off-gases optically with Vaisala’s CARBOCAP® technology. Compact, robust and reliable, this off-gas methane and CO2 measurement instrument for use in the biomethane production process provides continuous measurement data for greater biomethane yield, process efficiency, and environmental benefits.
“The new Vaisala MGP262 provides high-quality data to determine greenhouse gas composition from the off-gas in the biogas upgrading process. The data can be used to optimize the process more efficiently, resulting in greater profits lower emissions, and less wasted resources,” says Product Manager Antti Heikkilä, Industrial Measurements, Vaisala.
When Slipping methane results in slipping profits
When biogas is upgraded to biomethane, methane is separated from carbon dioxide and other gases that are present in the raw biogas. In the upgrading process, carbon dioxide passes into the off-gas but methane remains in the main gas stream and can be used as a renewable fuel. However, a small amount of methane slips into the off-gas stream.
Heikkilä continues: “Methane slip is a process where methane is not captured but lost into the atmosphere. As methane is a harmful greenhouse gas, approximately 20 times worse than carbon dioxide, minimizing this slip needs to be taken seriously. If methane slip is not controlled, the environmental benefits of using biomethane gas are reduced, and so is the yield. The MGP262 provides the ability to control the upgrading process and lets our customers focus on producing the best-quality biomethane possible. An optimized and efficient biomethane recovery process both enables greater profits and brings greater benefits for the environment.”
A sustainable end-to-end measurement solution for the biogas industry
The new MGP262 follows Vaisala’s award winning MGP261 multigas measurement instrument, which provides continuous methane, carbon dioxide, and humidity readings directly in the biogas process pipeline. The MGP262 monitors the backend of the upgrading process. Together they provide accurate and reliable in-line measurements to help optimize biogas production and biomethane upgrading end-to-end.
The MGP262 has high chemical resistance and its metal casing is IP66 rated. The instrument is also Ex certified up to Zone 0 inside pipes and Zone 1 outside, which makes it ideal for inline installations in explosive atmospheres. With its autocalibration functionality, low maintenance needs, and low lifetime costs, the MGP260 series offers an optimal way to monitor the entire biogas production process and continuously ensure its efficiency.
Fast, Efficient Ultrasonic Scanning of Large Composite Components
Olympus released its new RollerFORM™ XL Phased Array Scanner with double the usual Coverage
Vision & Identification

Olympus released its new RollerFORM™ XL scanner to meet the demand for a wide-coverage and easy-to-implement phased array tool for a faster inspection of composite components with large surface areas. This concerns critical components such as aircraft wings and wind turbine blades which are made with lightweight, durable composite material and also have extensive surface areas as well as composites of attenuative nature particularly prone to problems with some ultrasonic testing equipment. The RollerFORM XL scanner solves these problems and relies on non-desutructive technology to ensure the integrity of these parts.
More coverage, faster
Based on the field-proven design and performance of the original RollerFORM scanner, the RollerFORM XL scanner’s tire with integrated phased array probe provide a beam coverage that is twice as wide. Scanning large parts is thus more efficient and the data more accurate.
Easiness of use
Light and easy to operate, the RollerFORM XL scanner can be set up and inspect in a blink of an eye compared to immersion-based testing. Instead of a couplant pumping system an innovative tire ensures strong, reliable signals are obtained. Thanks to the liquid contained in the tire and the acoustic impedance of its material, interface reflections are merely that of water. Consequently, the ultrasound beam energy to better transmit into the part.
Optimisation of Composite Inspection
Beam penetration is improved in attenuative composite materials because of the RollerFORM XL scanner’s optional low-frequency, large-elevation phased array probe. Inspectors can easily integrate this new wider model into existing wheel probe procedures. The RollerFORM XL scanner also has an encoder, an indexing button and a start acquisition button to facilitate complete scans of large wings or blades.
With minimal setup, inspectors can implement this self-contained wheel probe system to not only save time, but also improve the accuracy of their results.
Digital Flow Rate & Total Display Indicator
Adaptable, it fits the use in numerous flow and rate measurement application
Sensor Technology, Test & Measurement

The Pulsite Solo from Titan Enterprises is a compact, IP64 compliant, low-cost digital flow rate and total indicator that can be configured to any flow element. Requiring no external power, it is available as a panel and surface mounted unit. Through two front panel keys and by following the prompts on the LCD display, programming on the Pulsite Solo is made quick and simple.
Versatile, it can be externally dc powered for use with electronic sensors
Battery powered and designed to indicate a variety of pulse input such as coil, reed switch and logic, the Pulsite Solo will take frequencies up to 2 KHz and scale them to display rate or total. The scaling factors are adjustable from 0.01 to 9999 and the time base is selectable as seconds, minutes, or hours. When solely powered by the replaceable battery, the Pulsite Solo can operate more than 5 years when used as a flow totaliser. As a digital flow rate measuring instrument, the battery life of the Pulsite Solo depends on the duty cycle but will still provide several years of operation.
A
ADVANTECH Europe BV 29 Altair Engineering GmbH 6 AMETEK GMBH - DIVISION CREAFORM DEUTSCHLAND 10 ArtiMinds Robotics GmbH 9B
Bülte Plastiques France 27E
Eckelmann AG 4 ELGi Compressors 16, 26F
Futurism Technologies 18H
Hi-Line Industries Ltd 5I
ICP Deutschland GmbH 28 Inspekto GmbH 15 Interact Analysis 2K
KAWASAKI Robotics GmbH 2 KEB Automation KG 32L
M
MakerBot Industries - Stratasys 33 Mitsubishi Electric Europe Industrie Automation 8N
NewTek Sensor Solutions 31 Novotek AB 13O
Omron 11 OnLogic 31P
Parametric Technology Technology House 7 Peli Products S.L.U. 4 Pepperl+Fuchs SE 25R
Rohde & Schwarz GmbH & Co 3S
Shiratech 19 Spetec GmbH 30 Stratus Technologies SAS 29T
The Mathworks 23 Titan Enterprises Ltd 3, 22, 34V
Vaisala Oyj, Industrial Measurements 24, 34W
Wenglor Sensoric GmbH 28 Würth Elektronik eiSos GmbH & Co. KG 5TIMGlobal Media BV
177 Chaussée de La Hulpe, Bte 20, 1170 Brussels, Belgium
o.erenberk@tim-europe.com - www.ien.eu
- Editorial Director:Orhan Erenberko.erenberk@tim-europe.com
- Editor:Kay Petermannk.Petermann@tim-europe.com
- Editorial Support / Energy Efficiency:Flavio Steinbachf.steinbach@tim-europe.com
- Associate Publisher:Marco Marangonim.marangoni@tim-europe.com
- Production & Order Administration:Francesca Lorinif.lorini@tim-europe.com
- Website & Newsletter:Marco Prinarim.prinari@tim-europe.com
- Marketing Manager:Marco Prinarim.prinari@tim-europe.com
- President:Orhan Erenberko.erenberk@tim-europe.com
Advertising Sales
Tel: +41 41 850 44 24
Tel: +32-(0)11-224397
Fax: +32-(0)11-224397
Tel: +32 (0) 2 318 67 37
Tel: +49-(0)9771-1779007
Tel: +39-02-7030 0088
Turkey
Tel: +90 (0) 212 366 02 76
Tel: +44 (0)79 70 61 29 95
John Murphy
Tel: +1 616 682 4790
Fax: +1 616 682 4791
Incom Co. Ltd
Tel: +81-(0)3-3260-7871
Fax: +81-(0)3-3260-7833
Tel: +39(0)2-7030631
- WebMag IEN Europe December 2025 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag August 2025 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag July 2025 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag May 2025 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag February 2025 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag January 2025 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag December 2024 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- IEN Europe SPS WebMag 2024 IEN Europe special issue for sps 2024 in Nuremberg, November 12 to 14.
- IEN Europe WebMag August 2024 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag IEN Europe July 2024 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- IEN Europe May 2024 IEN Europe presents Industry News, Products and Solutions for industrial decision makers in the pan-European B2B market.
- WebMag HANNOVER MESSE 2024 Special issue for Hannover Messe 2024, April 21 - 26
- WebMag January/February 2024 IEN Europe presents Industry News, Products and solutions for industrial decision makers in the pan-European B2B market.
- WebMag December 2023 Highlights Products and Solutions sps and from 2023
- IEN Europe November Webmag Special SPS As the industrial world gears up for the 2023 SPS Show in Nuremberg, attendees and exhibitors alike are eagerly awaiting the opportunity to delve into the latest trends and innovations that promise to reshape the future of industrial automation and techno
- IEN Europe April WebMag Throw an eye to this web magazine dedicated to the coming Hannover Messe 2023! We wish to see you there as well. Have a nice and interesting reading
- IEN Europe Jan/Feb 2023 Webmag Dear readers, Happy New Year to you! IEN Europe is coming back this new year with a special focus on robotics and digital automation.
- #6 AI IEN - December 2020 Discover our latest edition of our digital magazine: AI IEN!
- IEN Europe December Last issue of 2020, IEN Europe December highlights the key trends in the IoT & e-mobility, Automotive, and Identification & Vision Systems fields.
- IEN Europe November - SPS Webmag Discover in this digital issue the best technology showcased at the upcoming SPS virtual exhibition!
- #5 AI IEN - October 2020 We are delighted to release the fifth issue of AI IEN! With a specific focus on Artificial Intelligence (AI) applied to the industrial field, AI IEN aims to become a point of reference for all AI professionals.
- Covid-19 Special e-magazine Don't miss our new issue on Covid-19 to discover the most innovative Industrial answers to the pandemic.
- #4 AI IEN - June 2020 Don’t miss the fourth issue of AI IEN! With a specific focus on Artificial Intelligence (AI) applied to the industrial field, AI IEN aims to become a point of reference for all AI professionals.
- #3 AI IEN - April 2020 Don’t miss the third issue of AI IEN! With a specific focus on Artificial Intelligence (AI) applied to the industrial field, AI IEN aims to become a point of reference for all AI professionals.
- #2 AI IEN - February 2020 Don’t miss this new issue of AI IEN! With a specific focus on Artificial Intelligence (AI) applied to the industrial field, AI IEN aims to become a point of reference for all AI professionals.
- SPS Webmag November Discover in this digital issue the best technology showcased at the upcoming SPS - Smart Production Solutions 2019!
- #1 AI IEN - September 2019 We are delighted to announce the launch of our new digital magazine AI IEN. With a specific focus on Artificial Intelligence (AI) applied to the industrial field, AI IEN aims to become a point of reference for all AI professionals.